设定速度分段的依据必须考虑到模具的几何形状、其它流动限制和不稳定因素。速度的设定必须对注塑工艺和材料知识有较清楚的认识,否则,制品品质将难以控制。
来源: 发布时间:2019年09月26日 11:45:22 阅读:7053
LSR与传统热塑性胶料加工存在诸多区别,增大加工难度。LSR在收缩率、脱模、模具材料、冷流道系统、温度控制等方面都与传统热塑材料加工存在较大区别,使得LSR的加工难度比普通热塑性胶要大。
来源: 发布时间:2019年09月20日 13:43:07 阅读:6817
冷却水孔数量应尽可能的多,孔径尽可能的大。冷却水孔中心线与型腔壁的距离应为冷却水道直径的1倍~2倍(通常12 mm~15 mm),冷却水道之间的中心距约为水孔直径的3倍~5倍。水道直径一般在8 mm以上。
来源: 发布时间:2019年09月11日 11:49:52 阅读:7094
PET塑料注塑成型工艺是塑料加工中非常重要的技术工艺之一,对于PET塑料瓶而言,大多数情况下塑料包装厂都会采用吹塑成型的方式制作加工,但注塑成型工艺尤其特有的加工优势,对于PET注塑成型来说,技术人员需要考...
来源: 发布时间:2019年09月05日 10:05:48 阅读:5970
热固性液态硅橡胶(LSR)注压模具的结构,总的来说跟热塑性胶料所用的模具结构相似,但也有不少显著差别。例如,LSR胶料一般粘度较低,因而充模时间很短,即使在很低的注射压力下也是如此。为了避免空气滞留,在模...
来源: 发布时间:2019年09月02日 14:40:03 阅读:7966
PVC是热敏感性材料,其注塑成型工艺性较差,原因是过高的熔胶温度或过长的受热时间很容易使PVC分解,因此控制熔融温度是注塑PVC产品的关键。熔化PVC原料的热源来自两方面即螺杆运动产生对塑料的剪切热和机筒外壁...
来源: 发布时间:2019年08月30日 09:22:40 阅读:6513
若模具型腔加工不良,如有伤痕、微孔、磨损、粗糙等不足,势必会反应到塑件上,使塑件光泽不良,对此,要精心加工模具,使型腔表面有较小的粗糙度,必要时可抛光镀铬。
来源: 发布时间:2019年08月28日 09:54:16 阅读:7661
在进行抛光时,一般先使用粗的油石对机械加工的模具型腔表面进行粗的打磨,打磨去机加刀具的刀痕,然后再使用细的油石打磨去粗油石打的痕迹,然后再用细的砂纸对细油石打磨过的表面再进行打磨,最后再使用抛光膏...
来源: 发布时间:2019年08月26日 11:12:06 阅读:5852
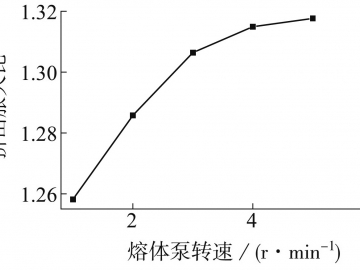
以熔融纺丝过程为研究对象,采用PTT本构模型,运用有限元分析方法,对高密度聚乙烯(PE-HD)改性超高分子量聚乙烯(PE-UHMW)共混物熔融法挤出初生丝的过程进行了数值模拟,对比分析了口模温度和熔体泵转速的变化...
来源: 发布时间:2019年08月06日 11:03:09 阅读:7738































 聚砜医疗干粉吸入...
聚砜医疗干粉吸入... 塑料包装材料的减...
塑料包装材料的减... 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





