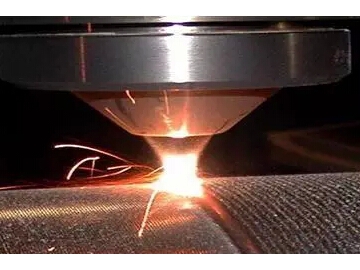
激光熔覆技术,是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术。
来源: 发布时间:2019年03月12日 10:10:21 阅读:8331
随着塑料流经注射成型机和模具的不同部分,由于阻力和摩擦的影响,作用于塑料流动前沿的压力就会有损失。另外,随着塑料接触模壁,它就开始冷却,增加塑料的粘度,从而要求额外的压力推动塑料前进。
来源: 发布时间:2019年03月07日 11:46:33 阅读:7472
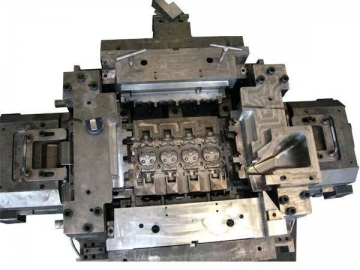
成型机锁模力不足。选择注塑机时,机器的额定锁模力必须高于注射成型制品纵向投影面积在注射时形成的张力,否则将造成胀模,出现分型面毛边。
来源: 发布时间:2019年02月08日 09:47:58 阅读:8182
模具温度是注塑成型中最重要的变量——无论注塑何种塑料,必须保证形成模具表面基本的湿润。
来源: 发布时间:2018年12月29日 15:18:58 阅读:6604
长玻纤增强PP注塑工艺及注塑方式:长玻纤增强型聚丙烯(PP)部件通常由注塑长玻纤粒料制成。一种新型一步式工艺可将聚丙烯和玻璃纤维配混在一起,直接生产注塑部件。两种方法各具特色,采取何种方式,应根据部件...
来源: 发布时间:2018年12月24日 11:47:57 阅读:7750
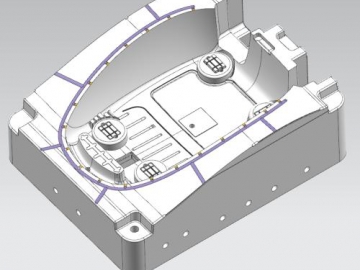
大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。塑料模具结构分为两部分:动模和定模。
来源: 发布时间:2018年12月24日 10:46:14 阅读:7105
模具可看成一个热交换器。其热量的传递主要靠对流、辐射和传导等方式完成。塑料熔体以200℃左右的温度注入模具,冷却到制品脱时约60℃左右的温度。其间所释放的热量约有5%左右以辐射、对流的方式散发到大气中,其...
来源: 发布时间:2018年12月17日 17:09:56 阅读:7633
产生凹痕的根本原因是材料的热胀冷缩,因为热塑性塑料的热膨胀系数相当高。膨胀和收缩的程度取决于许多因素,其中塑料的性能,最大、最小温度范围以及模腔保压压力是最重要的因素。
来源: 发布时间:2018年11月02日 17:07:01 阅读:9008
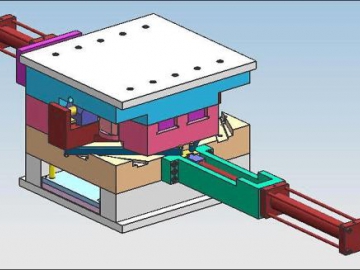
模具选材是整个双色模具加工过程中非常重要的一个环节,双色模具选材需要满足三个原则,满足耐磨性、强韧性等工作需求,同时应满足经济适用性。
来源: 发布时间:2018年06月15日 10:40:19 阅读:5891





























 聚砜医疗干粉吸入...
聚砜医疗干粉吸入... 塑料包装材料的减...
塑料包装材料的减... 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





