









宋宏宇,刘吉波,甘振昱
中国葛洲坝集团绿园科技有限公司,深圳 518000
摘要:废塑料是我国塑料制品的重要原料来源之一,其再生利用不仅有利于节能减排,而且推动了我国循环经济实体产业的发展。废PET瓶的回收利用是塑料再生的重要组成部分之一,但废PET再生过程污染问题突出,需强化再生过程污染防治,其中就包括回收过程中的废水处理。针对上述问题,本文对某废 PET瓶回收利用生产线废水处置进行了研究,对原有水处理系统进行了改造,并提出了一套有效的回收废PET瓶废水处置的方案。
关键词:废PET瓶;新型助凝剂;MBR膜;废水回用;水质检测
PET被广泛应用于各种饮料的盛装容器,但多为一次性使用,大量废PET瓶被丢弃,由于PET瓶自身降解需要200-400年,大量废弃PET瓶会造成严重的环境污染,目前广泛应用的废PET瓶处置方式是经分选、破碎、洗涤、干燥后制取生产聚酯纤维的原料[1]。而在处置过程中会产生大量的清洗废水,废水中的主要有COD、BOD、SS和动植物油等污染物,如不经处理会产生二次污染,因此需要通过完整的废水处理工艺,达到大部分水循环回用,其余要求达标排放。本文对某废PET瓶回收利用生产线废水处置进行了研究,对原有水处理系统进行了改造,并提出了一套有效的回收废PET瓶的废水处置方案[2]。
1废水基本情况
废水中污染物种类、浓度与企业生产所使用的废PET来源密切相关,PET瓶主要来源于各种液体包装,其内容物决定了清洗和破碎工序,产生的废水中有机物、悬浮物含量高。据报道,一般的废塑料清洗和破碎产生的废水COD可达2000mg/m3,SS可达500mg/m3,其废水产生量可达300t/d。部分清洗废水还存在油脂、溶解物、pH污染物及有毒物质等。清洗废水成分复杂、累积浓度高,属难降解有机物,是再生PET行业水处理重点[3]。
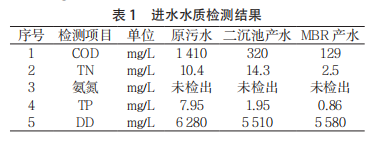
某生产线主要从事废塑料的回收利用,在生产过程中产生一定量的废塑料清洗废水,废水中的主要有CODCr、BOD、SS、PH和动植物油等污染物,需要通过完整的废水处理达到部分回用,其余达标排放。某生产线废水设计最大处理量为Q=150m3/h,设计处理站回用水量为Q=75m3/h。进水水质检测结果如表1所示。
2 主要工艺问题及解决方案
2.1 小尺寸碎屑较多
废水含有大量塑料碎屑,密度低于水,碎片直径1-6mm,较难处理,现状工艺设计预处理不充分,导致大量碎片进入原隔油池、原水调节池、生化厌氧池,形成浮渣。
为解决上述问题,增加2台孔径为1mm的转鼓格珊,一用一备。同时,考虑增加气浮装置(加压溶气气浮),一方面用于油瓶生产线恢复运行时去除水中的小粒径的乳化油、溶解油,另一方面可以去除密度小于或约等于水的悬浮物,降低后续生化系统负担。
气浮主要起固液分离作用(同时可以降低COD、BOD、色度等)。在原水中加入絮凝剂PAC或PAM,经过有效絮凝反应(时间、药量和絮凝效果须由试验测定)后,原水进入组合气浮接触区。在接触区内,溶气水中的微气泡与原水中油类、絮体相互黏合,一起进入分离区,在气泡浮力的作用下,絮体与气泡一起上升至液面,形成浮渣。浮渣由刮沫装置刮至污泥区。下层的清水通过集水管自流至清水池。其中一部分清水回流,供溶气系统使用,另一部分则排放[4]。
回流清水经过射流吸气装置,在一定的工作压力下,使空气最大限度地溶入水中,成为溶气水,溶气水在气浮接触区内,通过释放装置的快速减压释放,形成直径在15-30μm的微气泡。该微气泡可与原水中絮体相互黏合,浮于气浮表面即可去除絮体。
2.2 絮凝效果不佳
由于助凝剂(PAM)絮凝效果不佳,且对浓度控制不精准,流入废水成分波动较大等原因,有机杂质去除不充分。根据此情况,选用了新型助凝剂,并安装废水浓度和加料联动的自动加料控制系统,精确控制加药量,有效加强了絮凝效果,降低了加药量。
2.3 废水COD含量较高
生产线要处理大量废油瓶,导致废水中COD含量升高,生化系统的处理严重不足,致使产水中COD含量超标。为解决上述问题,该生产线增大了生化系统水解池、厌氧池、好氧池的处理能力(提升3375m3),延长废水处理的停留时间。其次,增加了曝气充氧装置和自动反洗和在线化学清洗装置,大大提高了COD的处置效率[5-7]。
2.4 回用水质量不达标
回用水经过几次循环,某些成分会超标,可能对主线的处理效果造成较大的影响[8-9]。为解决上述问题,该生产线新增了MBR系统,采用新型的絮凝剂和MBR膜配合,MBR膜不易堵塞,容易清洗,水通量大,大大降低了回水中有害物质的含量。
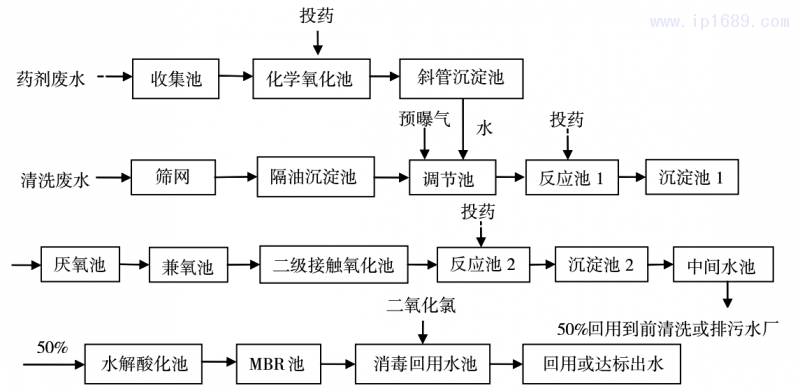
3 工艺方案
本研究采用的工艺方案如图1所示,该工艺很好地解决了原方案二沉池出水和回用水质无法达到质量指标的问题。
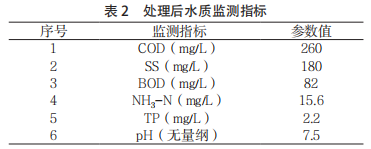
4 试验结果
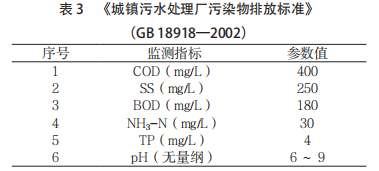
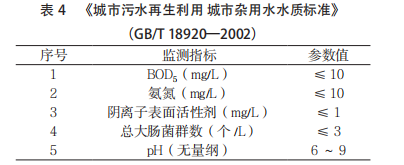
本研究通过工艺改进对某生产线废水处理进行了处理,废水经处理后标准如表2所示,水质达到《城镇污水处理厂污染物排放标准》(GB 18918—2002),如表3所示。其中50% 水量需要进行深度处理,回用于造粒车间废塑料的清洗,水质要求达到《城市污水再生利用 城市杂用水水质标准》(GB/T 18920—2002),如表4所示。水质要符合一级A标准,其中COD≤50 mg/L,SS≤10 mg/L[10-11]。
5 结论
本文论述了某生产线水处置的处理系统及其机制,通过采用改进各污水处理的关键步骤和添加新的物理和化学处理手段等措施,排放污水质量达到了《城镇污水处理厂污染物排放标准》(GB 18918—2002)乃至《城市污水再生利用城市杂用水水质标准》(GB/ T18920—2002),成功达到了污水稳定达标排放、废水高效经济回用的目的。
参考文献
1 骆伟,赵艳玲 . 再生塑料行业前景看好[J]. 中国石化,2016,(4):35-36.
2 汤桂兰,胡彪,康在龙,等 . 废旧塑料回收利用现状及问题[J]. 再生资源与循环经济,2013,(1):31-35.
3 陈鳗 . 废塑料洗涤水污染及处理研究进展[J]. 塑料科技,2015,(6):94-97.
4 温勇,杜建伟,项赞,等 . 废旧塑料再生造粒清洁生产的潜力分析与途径探讨[J]. 环境保护,2013,(21):53-54.
5 陈琦玮 . 废塑料洗涤废水处理综述[J]. 资源再生,2008,(12):50-51.
6 苏开华,张尚先 . 塑料再生行业的环境污染与发展探讨[J]. 塑料制造,2009,(11):74-75.
7 关震宇,周文乐 . 瓶用钛系聚酯的合成及性能研究[C]// 中国化学会2017全国高分子学术论文报告会 .2017.
8 雷瑞,马养民,杨秀芳 . 废弃PET瓶降解制备花椒籽油水性醇酸树脂[J]. 涂料工业,2019,(4):34-40.
9 李剑 . 废弃PET瓶的回收利用与再生料工程塑料化改性研究进展[J]. 中国新技术新产品,2017,(20):100-101.
10 纪汉锋,马驰,高天旭,等 . 废弃聚酯制季铵盐对印染废水的絮凝性能研究[J]. 中国环保产业,2018,(7):57-59.
11 毕莹莹 . 废PET分级利用基准与再生利用技术实验研究[D]. 成都:西南交通大学,2017.
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













