










张晨1,杨滢1,周世骏1,杨智韬2,余吕宏2,*
(1.中国石化销售股份有限公司华南分公司,广东 广州510620; 2.广州华新科智造技术有限公司,广东广州510663)
摘要: 采用石墨烯协同导电炭黑的复合抗静电剂对超高分子量聚乙烯(UHMWPE)进行共混改性,并利用拉伸流变管材挤出机制备管材,研究了抗静电剂类型和用量对UHMWPE管材的导电性能、力学性能和耐磨性能的影响,以及对比在不同设备加工后,材料微观结构的差异。结果表明,添加1%石墨烯协同导电炭黑的体系中,当导电炭黑的添加量为4.0%时,UHMWPE抗静电复合材料不仅表面电阻率可降低至106Ω以下,而且其力学性能下降程度较小。同时实验表明采用拉伸流变管材挤出机可制备性能优异的抗静电UHMWPE管材。
关键词: 超高分子量聚乙烯; 导电炭黑; 石墨烯; 表面电阻率; 拉伸流变挤出机
超高分子量聚乙烯(UHMWPE)是一种线型高分子热塑性塑料,虽然与普通聚乙烯(PE)的分子化学结构相同,但性能上差别很大,不仅具有PE的耐化学性和耐冲击性能,而且具有优异的自润滑性能、耐低温性和耐磨性性能。随着改性技术发展和新型设备的迭代升级,UHM WPE优异的力学性能和耐环境性能得到更好的应用,不仅应用于化工领域,如纺丝、化工运输和建筑方面,而且用在日常用品建筑、医疗和体育领域[1-2]。
随着我国石油化工领域的迅速发展,寻找高强度抗静电管材用于油气输送管道,不仅提高输送的安全性,而且减少抢险维修成本。但由于UHMWPE为非极性绝缘材料,表面电阻率高达1015~1017Ω,而目前的抗静电管材虽然表面电阻率在106 Ω以下,但由于抗静电剂添加量在15%~25%,综合物理性能差,在实际应用中难以达到油气管道输送的要求。而且国内的超高分子量聚乙烯制品主要是压制成型,特别是板材,需要二次加工后方可用于凹槽内衬或耐磨零件中,制品在模具中成型和定型时间长,即使是连续挤出法,加工速度也不超过3 m/h,也制约了UHMWPE管材的发展。
本工作采用添加石墨烯协同导电炭黑作为抗静电剂的方法[3-6],通过新型的拉伸流变管材挤出机,以期制备出表面电阻率低、耐磨优异、耐腐蚀的管材,并通过拉伸、冲击性能、砂浆磨耗和表面电阻测试等方法,对该管材材料的力学性能、耐磨性能和导电性能进行了研究。
1实验部分
1.1 主要材料
UHMWPE粉料: 黏均分子量为 (250±50) 万,SWG-09,上海化工研究院; 乙炔法炭黑:电池级,泰州市亚骏电池材料有限公司; 导电炭黑: 科琴黑ECP 300JD,粒径2~4mm,日本狮王株式会社; 石墨烯: 工业级,惠州一纳科技有限公司; γ-(2,3-环氧丙氧基)丙基三甲氧基硅烷(KH560): 工业级,东莞市鼎海塑胶化工有限公司; 聚乙烯蜡: LP0040P,泰国SCG化工。
1.2 主要仪器设备
高速混料机: GH-10,广州华新科智造技术有限公司; 单螺杆挤出机: M-ESM-20,广州普同实验分析仪器有限公司; 拉伸流变塑化管材挤出机: ERE-40,广东星联科技有限公司;平板硫化机: KY-3203B-20T,开研机械(东莞)有限公司; 磨耗仪: 5900,美国Taber公司; 微机控制电子万能试验机: CMT4204,美特斯工业系统(中国)有限公司; 摆锤式冲击试验机: ZBC8400-B,美特斯工业系统(中国)有限公司; 扫描电子显微镜(SEM):LEO1530VP,德国Zeiss公司; 体积表面电阻测试仪: ATI-212,北京中航鼎力仪器设备有限公司。
1.3 样品制备
1.3.1 预分散和表面处理
首先将硅烷偶联剂、导电炭黑和石墨烯放入高速混合机中混合3 min。然后将UHMWPE粉料和聚乙烯蜡加入到高速混合机中混合5 min,转速均为1000r/min。
1.3.2 压片成型
将上述混合物在单螺杆挤出机中共混10 min(温度为210℃,螺杆转速为40 r/min),在200 ℃的平板硫化机中压制成厚度为3 mm的片材。所制片材用于微观结构测试。
1.3.3 管材挤出成型
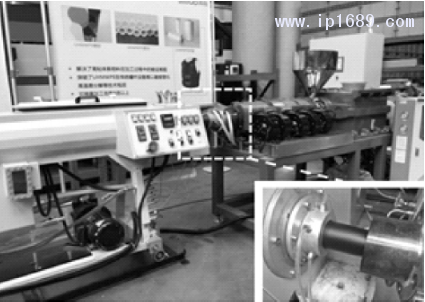
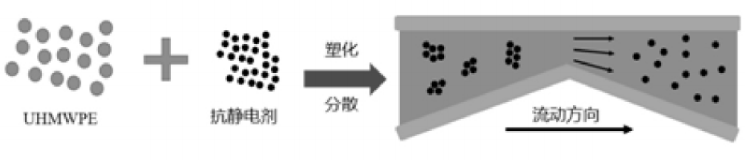
采用拉伸流变管材挤出机成型管材(图1),挤出加工温度为210~260℃,加工转速为125 r/min,管材定型温度为160~200℃。
1.3.4 拉伸流变挤出加工设备
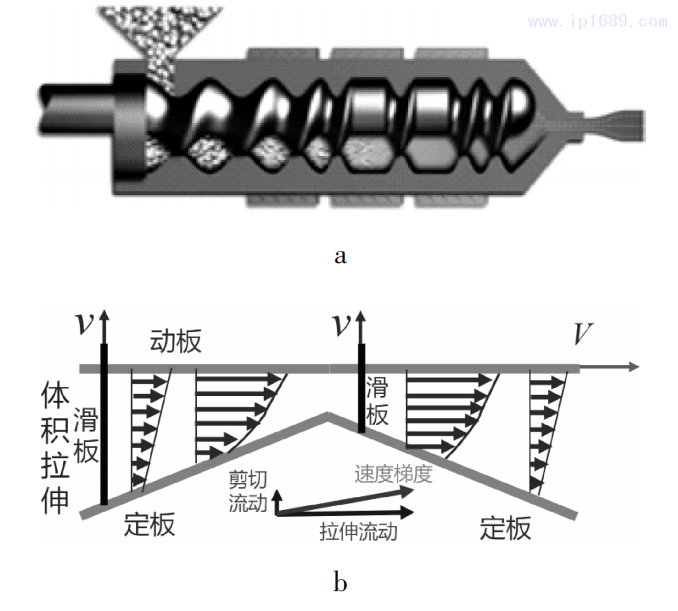
对于熔融挤出加工而言,传统的螺杆熔融挤出过程物料的速度梯度与其流动和形变方向垂直,螺杆设备中的流动与形变受剪切应力支配; 基于拉伸流变的高分子材料高效节能加工成型技术将剪切与拉伸形变作用的主次关系颠倒过来,拉伸形变挤出机中偏心转子与定子形成的啮合空间会随着偏心转子的旋转发生周期性的变化,使得物料在塑化混合过程受拉伸形变支配如图2所示[7-14]。变化的拉伸应力与形变使UH-MWPE的熔融塑化及多相体系的混合分散效果得到强化,多组分聚合物熔体内各组分间的混容性得到增强,同时可实现拉伸形变诱导的UHMWPE基多相体系连续密炼与制品成型一体化,解决UHMWPE基复合体系混合不均,成型速度慢的问题。
1.4 测试与表征
拉伸强度和断裂伸长率按GB/T 8804.3—2003进行测试; 简支梁缺口冲击强度按GB/T 1043—1993附录B进行测试; 表面电阻率按MT181-1988(2005)第4部分进行测试; 磨耗实验按ISO 9352-2012进行测试。SEM分析: 将试样利用液氮进行冷冻脆断,取断面朝上,喷金后置于试样台中观察表面形貌。表面电阻率: 采用厚度3mm的片材样品,用体积表面电阻测试仪进行测试。
2结果与讨论
2.1不同抗静电剂对UHMWPE导电性能的影响
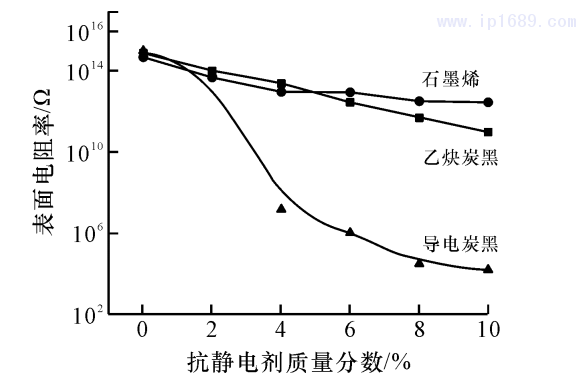
选用三种抗静电剂,分别为乙炔炭黑、导电炭黑和石墨烯,固定偶联剂和聚乙烯蜡的比例分别为0.3%和1.7%。由图3可以看出,添加量在10%以内,采用乙炔炭黑或者石墨烯,复合材料的表面电阻率变化量很小,即使添加至10%,表面电阻率还在1012Ω 以上。而采用导电炭黑,当添加量大于4%时,复合材料的表面电阻率会快速下降,由原来的1015Ω 降低至106Ω,因此可得该材料的渗滤阈值约为4%。
由于抗静电剂的结构不同,其导电性能不同。乙炔炭黑由乙炔法制备而成,结构无序而且粒径不一,炭黑空隙率较小,DBP吸油值在50~200 mL/100g之间。导电炭黑由特殊的加工工艺制备而成,结构为长链状的单层组成,其单位粒子数是其他类型炭黑材料的5~10倍,其DBP吸油值在600~750 mL/100g之间。石墨烯是天然的二维结构材料,主要由堆叠单层sp2碳原子紧密堆积而成厚度为3~5 nm,平面直径为5~10 μm,DBP吸油值在2000~2300 mL/100g之间。虽然石墨烯材料具有高电荷载流子迁移率和高比表面积,导电性能优异,而且采用氧化还原法和机械剥离法的石墨烯粒子,其sp2杂化结构不完整且表面存在明显的缺陷,在复合材料中导电性能无法达到理论值。
2.2石墨烯协同导电炭黑对UHMWPE导电性能的影响
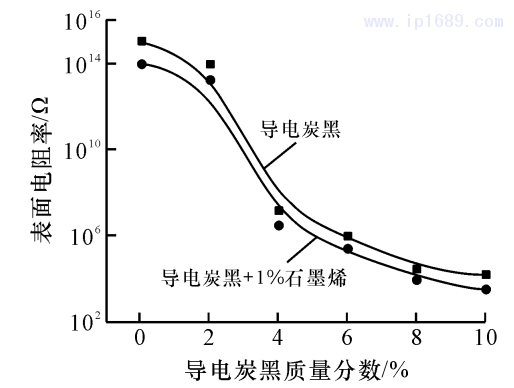
在导电性能方面,图4所示石墨烯协同导电炭黑的UHMWPE复合材料的渗滤阈值同样在4%,导电性能可提升3%~8%,证明石墨烯在UHMWPE材料中具有一定的导电能力。随着导电炭黑添加量的增加,复合材料的表面电阻率呈现明显的下降,当添加量为10%时,表面电阻率为8.1×103 Ω,达到了导电复合高分子材料的水平。
由图5所示,与传统螺杆挤出机需要设置剪切区来强制混合不同,拉伸流变挤出加工可以使UHMWPE粒子和抗静电剂在挤出机中发生大变形,其形变不仅有助于增加粒子间接触面积,而且有助于分子链解缠结,从而减小粒子内部分子链的缠结程度,促进粒子间分子链的相互扩散,改善熔接效果。而且由于拉伸形变对分散混合的作用远远大于剪切形变,增加多组分聚合物熔体内各组分间的混容性,同时可实现拉伸形变诱导的连续密炼与制品成型一体化,解决了复合材料易降解、混合不均、难直接成型等问题,有可能实现少添加抗静电助剂的情况下制备出难加工的高分子材料及其复合材料。
2.3 石墨烯协同导电炭黑对UHMWPE力学性能的影响
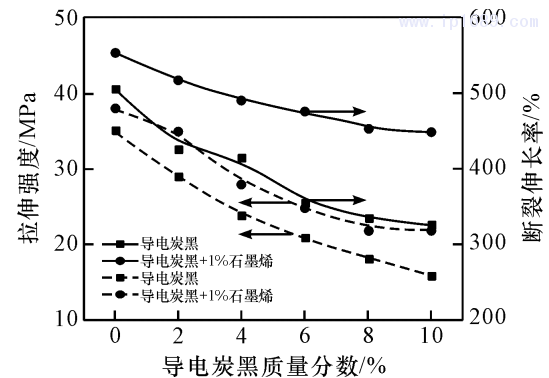
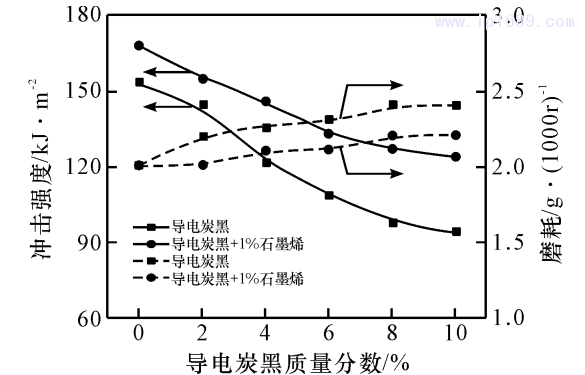
由图6和图7可以看出,复合材料拉伸强度、冲击强度和耐磨性能随着炭黑添加量的增加而降低,即随着导电炭黑添加量的增加而下降。结果表明在导电炭黑添加量为4%的条件下,(1)采用导电炭黑体系,拉伸强度由原来的35 MPa降低至24 MPa,下降了31%,断裂伸长率由510%降低至415%,下降了19%,冲击强度由153 kJ/m2降低至122 kJ/m2,下降了20%,磨耗由2 g/1000r提高至2.3 g/1000r,提高了15%;(2)采用1%石墨烯协同导电炭黑体系,拉伸强度由原来的38 MPa降低至28 MPa,下降了26%,断裂伸长率由562%降低至488%,下降了13%,冲击强度由165 kJ/m2降低至155 kJ/m2,下降了6%,磨耗由2 g/1000r提高至2.1 g/1000r,提高了5%。从各项力学性能的衰减程度来分析,增加1%石墨烯协同的导电炭黑比只添加导电炭黑的复合材料力学性能均高5%~10%。
其中,影响UHMWPE物理性能的原因主要有两个: 一方面是因为UHMWPE主链为
,属于非极性高分子材料,而导电炭黑粒子大多数为微米级或纳米级的球形粒子,属于极性材料,所以两者相容性较差。另一方面是因为UHMWPE熔体黏度很高,在加工过程中难以熔融,因此导电粒子在UHM-WPE中不易分散。而付世创等[15]研究了石墨烯用于PVC材料中,由于其纳米片状结构分散在高分子链之间,不仅有利于加工过程中的相对运动,而且其片状结构具有高度柔性和蜷曲形态,与UHMWPE长链结构结合,有利于提高复合材料的柔韧性。因此证明了石墨烯不仅提高了导电炭黑的导电性能,而且更好地保持了UHMWPE复合材料的力学性能。
2.4微观结构分析
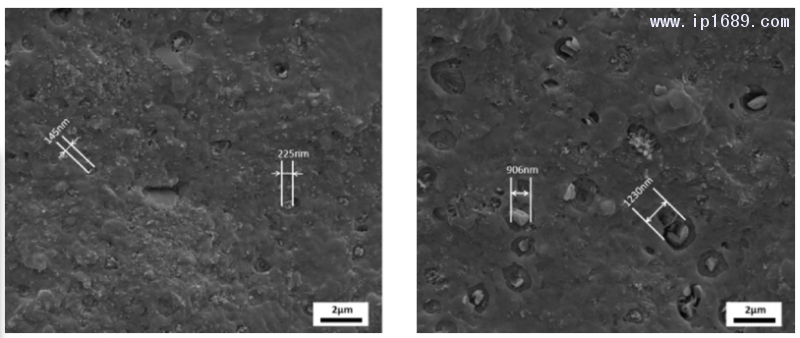
采用相同的抗静电体系,即1%石墨烯协同4%导电炭黑,对比不同加工设备对抗静电UHMWPE复合材料的影响。由图8a可以看出,采用拉伸流变挤出机得到的抗静电UHMWPE复合材料,内部平整、无气泡,而且导电炭黑粒子分散均匀,粒子尺寸均在0.3μm以下,无团聚现象。而采用单螺杆挤出机制备的样品(图8b)导电炭黑存在部分团聚现象,尺寸在0.1~1.0 μm之间,甚至到达1.2 μm,这是因为一方面导电炭黑粒径较小,表面能越大,粒子间的吸引力容易聚集,而另一方面是因为UHMWPE熔体黏度很高,在单螺杆挤出过程中不易熔融,因此导电粒子在UHMWPE的分散性较差。
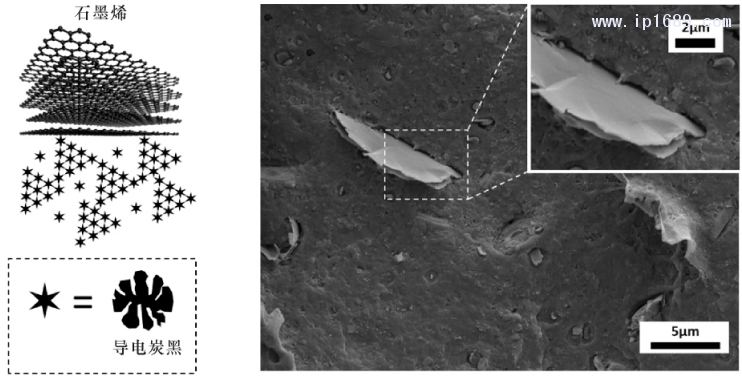
由图9可见,拉伸流变挤出机提供的强大拉伸力场,对于相容性差的UHMWPE和导电炭黑共混体系具有很好的混合分散作用,使得导电炭黑和石墨烯都能够均匀地分散在UHMWPE基体当中,并形成更多的“点-面”结构,有利于完善复合材料的导电网络,提高其导电性能。由图10可见,石墨烯片层结构与UHMWPE有良好的分子间作用力,形成较好的黏结效应,有利于提高共混体系的力学性能。
3结论
采用1%石墨烯协同导电炭黑体系,当导电炭黑添加量为4%时,UHMWPE复合材料不仅表面电阻率由原来的1015Ω 降低至106 Ω 以下,而且力学性能下降程度较小,优于导电炭黑体系。
在拉伸形变作用下,导电炭黑粒子和石墨烯可实现微观尺寸的有效分散,容易形成了完整的导电网络,无团聚现象。而且石墨烯材料对UHMWPE材料具有良好的增强作用。
参考文献
[1]HARVEY L,STEINP E.Ultrahigh molecular weight poly-ethylenes (UHMWPE)[M].Ohio: Engineered Materials Handbook,1998:167-171.
[2]STANKOVICH S,DIKIN D A,DOMMENTT G H B,et al.Graphene-based composite materials[J].Nature,2006(20):282-287.
[3]STEURER P,WISSERTR,THOMANNR,et al.Func-tionalized graphenes and thermoplastic nanocomposites based upon expanded graphite oxide[J].MacromolecularRapid Communications,2009,30:316-327.
[4]余吕宏.石墨烯改性抗静电材料的研究进展[J].科技风,2019(33):151.
[5]袁斌,周蕾,管道安.超级电容器用碳基电极材料的研究进展[J].船电技术,2016,36(1):33-36.
[6]胡洪亮,张国.石墨烯/超高分子量聚乙烯导电复合材料的电性能[J].高分子材料科学与工程,2016,32(2):95-98.
[7]吕荣侠,杨振忠,张增民,等.超高分子量聚乙烯抗静电体系的研究[J].现代塑料加工应用,1992(1):1-5.
[8]YIN X C, YU Z W, ZENG W B, et al.The design and performance of a vane mixer based on extensional flow for polymer blends[J].Applied Polymer,2014,132(9):41550-41559.
[9]YANG ZT, LI Q S, TONG Y Z, et al.Homogeneous dispersion of multiwalled carbon nanotubes via in situ bubble stretching and synergistic cyclic volume stretching for con-ductive LDPE/MWCNTs nanocomposites[J].Polymer Engineering and Science,2019,59(10):2092-2081.
[10]YIN X C, YU Z W, ZHANG G Z, et l.Effect of con-vergent-divergent flow on thermal and crystallization prop-erties of PP/MWCNTs nanocomposites[J].Polymer En-gineering and Science,2015,132(31):42330-42338.
[11]LIU H Y,LUO Y,ZHANG G Z,et al.Modeling of pressure-induced melt removal melting in vane extruder for polymer processing[J].Advances in Polymer Technology,2014,33(S1):21452-21462.
[12]杨智韬,徐文华,殷小春,等.基于拉伸流变的叶片塑化挤出PP/纳米CaCO3复合材料的结构和性能[J].中国科技论文,2016,11(4):395-399.
[13]何继敏,薛平,何亚东,等.超高分子量聚乙烯单螺杆挤出的输送机理研究[J].高分子材料科学与工程,2001,17(1):72-74.
[14]付世创,庄鹏程,张凌.石墨烯/PVC材料抗静电材料的开发[J].聚氯乙烯,2018,46(6):15-17.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...














