









唐虎 1,潘敬洪 1,向明 2
(1. 广东德冠包装材料有限公司,广东 佛山 528000; 2.四川大学高分子研究所高分子材料工程国家重点实验室(四川大学),四川 成都 610065)
摘要:随着高分子合成技术和加工设备技术的发展,平膜法生产双向拉伸聚乙烯( BOPE) 薄膜得以实现。由于其优异的综合性能和环保优势, BOPE 薄膜具有广阔的市场前景。本文从原料、设备、技术和经济、社会发展等几个方面综述了 BOPE 薄膜产业化的现状、瓶颈与机会。随着科学技术的进步和环保政策的落实, BOPE 薄膜有望在近期成为继双向拉伸聚丙烯( BOPP) 薄膜、双向拉伸聚对苯二甲酸乙二醇酯( BOPET) 薄膜、双向拉伸聚苯乙烯( BOPS) 薄膜等之后的又一个双向拉伸薄膜技术产业化的典范。
关键词: 双向拉伸; 聚乙烯; 薄膜; 产业化
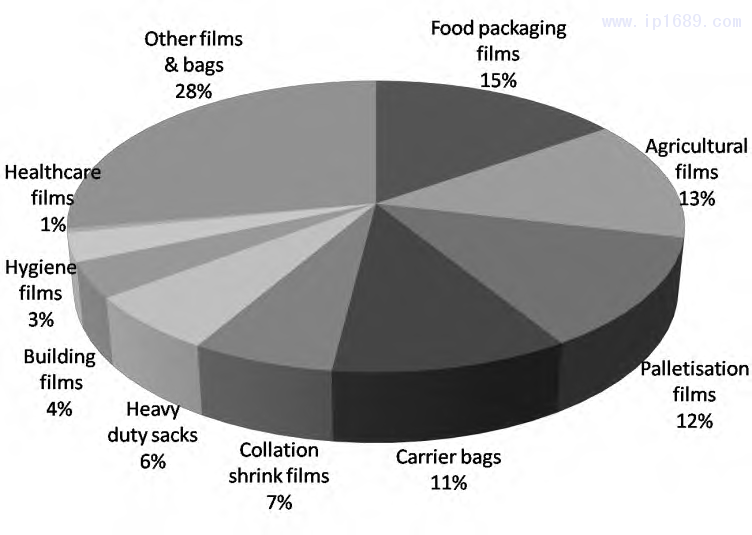
聚乙烯(PE)作为一种由乙烯单体聚合而成的热塑性树脂,是目前塑料材料中用量最大的[1]。2018 年,全球聚乙烯产能达到1.1×108t,该值预计在2023年增加到1.5×108t。聚乙烯的用途广泛,它可以用于包装薄膜、锂电池隔膜、排污和给水管材、电缆保护套、高性能纤维、中空制品、注塑件等,其中薄膜应用约占其中的 45%,2018 年聚乙烯薄膜用量约为 5×107 t。如 Fig.1 所示, PE 薄膜主要以食品包装膜、农用膜、缠绕膜、手提袋等应用为主[2,3]。
目前 PE 薄膜的生产以吹塑法( IPE)和流延法( CPE)为主,近年来, 随着聚乙烯合成技术的发展,平膜法生产双向拉伸聚乙烯( BOPE)薄膜成为可能[4,5]。不同于吹膜和流延法,在平膜法双向拉伸工艺中,经挤出得到的聚合物铸片首先被加热至高弹态, 在聚合物熔点或黏流温度与玻璃化转变温度之间沿纵向和横向同步或异步拉伸,使聚合物分子链或晶片沿纵向和横向取向,并在张力作用下对薄膜进行退火定型处理,消除内应力,最后对经过双向拉伸的聚合物薄膜做表面处理并收卷。与吹膜法相比,平膜双向拉伸法具有拉伸倍率大(PE膜的横向拉伸倍率与纵向拉伸倍率的乘积可达40倍)、生产效率高(目前,最先进的双向拉伸生产线生产的薄膜宽幅为10.4m,最快可达500m/min)、薄膜力学强度、光学性能和厚度均匀性更加优异等优点。因此,双向拉伸技术被广泛用于聚合物薄膜生产,如聚丙烯(PP)、聚对苯二甲酸乙二醇酯(PET)、尼龙(PA)、聚苯乙烯(PS)、聚氯乙烯(PVC)、聚乳酸(PLA)、聚酰亚胺(PI)、聚乙烯(PE)等[6]。其中,双向拉伸聚丙烯(BOPP)薄膜的产量和消费量最高,占所有双向拉伸薄膜产量的2/3,且每年以5%的速度增长,预计在 2020 年达到1×107 t,远超过 PP 吹塑和流延薄膜[ 7 ]。
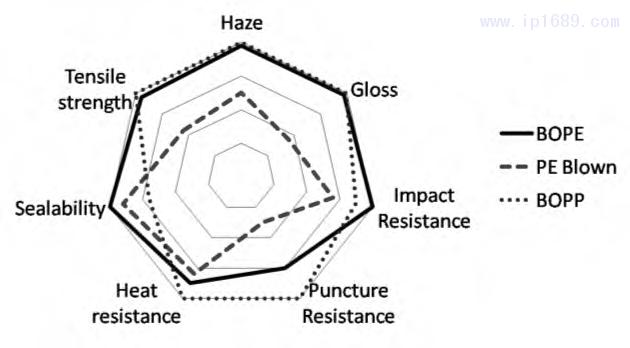
经过双向拉伸后,聚乙烯的综合性能会得到极大的提升。如 Fig.2 所示,与传统吹塑PE 薄膜相比,BOPE薄膜经双向拉伸工艺成型后,由于分子链和晶片高度取向,薄膜透明性和力学性能得到大幅提升, 雾度为普通吹塑 PE 薄膜的 1/3~1/5, 拉伸强度提高了2~8 倍,拉伸模量和落镖冲击性能均提高了2~5倍,在低温下仍能保持良好的韧性和机械强度[4]。在厚度减小30%~60%的情况下,BOPE薄膜力学性能仍优于吹塑薄膜, 能够满足使用需求, 从而可以有效地减少包装物料对资源的使用和能量的消耗,减少运输成本和碳足迹,因此,BOPE 薄膜具有更加环保的优势。与BOPP薄膜相比,BOPE薄膜具有更优异的热封性能和低温韧性;与BOPA薄膜和BOPET薄膜相比,BOPE 薄膜具有可热封性和更好的耐揉搓性,可替代 BOPP薄膜、BOPA薄膜和 BOPET 薄膜,与作为热封层的吹塑或流延PE薄膜复合作为包装材料使用,这种单一材料包装结构与传统的多种不同材料复合的包装结构相比,更利于塑料的回收再利用[8]。因此,与现有包装基材薄膜相比,BOPE 薄膜具有更加平衡的综合性能和巨大的环保优势,除可替代现有吹塑和流延PE薄膜的多数应用外,还可替代 BOPP 或 BOPET或BOPA薄膜的部分应用,单独或与其它薄膜复合用于鲜花、水果、食品(特别是冷冻食品)、宠物食品、日化用品和工业品的包装,具有广阔的市场前景。本文将从原料、设备、技术和经济、社会发展等几个方面来分析 BOPE 薄膜产业化的现状、瓶颈与机会,最后,本文将结合科学技术的发展、市场需求和环保政策,对BOPE薄膜产业化的未来进行展望。
1 BOPE 薄膜产业化现状
在BOPE产业链上游的原料合成方面,美孚石油公司和埃克森公司在1998年申请了高度双轴取向的多层聚乙烯薄膜的专利[9-11]。三井化学公司于 2008 年最先推出商业化的BOPE 薄膜专用料[12,13],使双向拉伸聚乙烯的产业化成为可能,其核心技术是茂金属催化的线型低密度聚乙烯(m-LLDPE)。经过十多年的发展, 中石化[14-18]和陶氏化学[19-25]相继推出了BOPE薄膜专用料,2019年沙特基础工业公司[26]也在德国K展上发布了BOPE薄膜专用料。同时,其它石化企业也开展了 BOPE 薄膜专用原料的相关研究。
在双向薄膜拉伸设备方面,双向拉伸薄膜行业最重要的设备供应商布鲁克纳集团在2017 年着手开展BOPE薄膜专用设备的研究,他们提出了可同时用于BOPE和BOPP薄膜生产的概念生产线,其宽度为8.7m,生产速度最快可达500m/min,BOPE薄膜理论产量可达 5t/h。同时,他们开展了与BOPE专用原料供应商和助剂供应商的合作研究,在全球不同地区的 BOPP 薄膜生产线上进行 BOPE 薄膜试产,对推进 BOPE 薄膜的产业化起到了重要作用。
在薄膜生产方面,2008 年广东德冠薄膜新材料有限公司、佛塑科技有限公司和厦门顺峰包装材料有限公司最先开展了BOPE 薄膜生产。其中,厦门顺峰包装材料有限公司与厦门大学和中国石化北京化工研究院的相关研究解决了PE原料开发中的关键难题,在现有 BOPVC薄膜生产线上生产出双向拉伸的 BOPE 薄膜[27];2017 年广东德冠薄膜新材料有限公司与陶氏化学和福建凯达集团开展了基于BOPE薄膜应用的开发合作,这为BOPE薄膜的产业发展提供了一种新的范式—— 产业链合作模式; 陶氏化学与江苏彩华包装集团公司和汕头南诚包装有限公司合作开发了 BOPE 薄膜。此外,在国际市场上,日本三井东赛璐公司和印度敬道公司长期从事于 BOPE 薄膜的研发。目前,许多BOPP薄膜生产企业都着手开展 BOPE 薄膜的研发和试产工作。2019 年底,永新股份有限公司更是宣布投资3亿元建设年产3.3×104 tBOPE 薄膜项目[28]。
总体而言,由于BOPE薄膜巨大的市场潜力和商业价值,BOPE 薄膜相关的整个产业链的投资热情高涨。然而,目前 BOPE 薄膜产业的体量仍然较小,全球年总产量仅为数千吨, 全球范围内只有几条生产线在间隙性地生产,与BOPP,BOPET和BOPA薄膜等相比仍存在较大的差距。
2 BOPE 薄膜产业化的瓶颈与机会
相比于其它双向拉伸薄膜,BOPE 薄膜产业化的滞后和差距,主要归因于以下几个方面的瓶颈:
首先,缺少可用于双向拉伸的 BOPE 薄膜专用原料和助剂。BOPE 薄膜对原料的拉伸稳定性要求极高,而通用聚乙烯原料结晶速率快, 结晶度高, 拉伸倍率小, 铸片易翘曲。同时,聚乙烯熔点低, 拉伸温度窗口窄。从2008 年三井化学公司研发出第 1 款商业化的可双向拉伸的茂金属线型低密度聚乙烯(m-LLDPE)原料以来,虽然越来越多的原料供应商着手研发和生产BOPE薄膜专用原料,但是与成熟的 BOPP 和 BOPET 薄膜相比,目前,BOPE 原料仍然存在价格高、原料质量差、不适合双向拉伸、薄膜晶点多等问题。另外,现有的BOPE薄膜专用料熔体黏度大,挤出机负载大,挤出量受限,实际生产速度仅为 100~200m/min,远低于 BOPP 薄膜的生产速度。当挤出速度过快时,铸片容易出现“鲨鱼皮”现象,这进一步增加了生产加工难度。这些问题的解决取决于BOPE薄膜专用原料的改进和专用助剂的开发和稳定供应。
其次,BOPE薄膜加工的专用生产设备缺失。如前文分析,BOPE 薄膜的生产特性与BOPP 薄膜差异较大,存在挤出压力大、结晶速率快、加工温度窗口窄等问题,而目前主流的生产厂家均用BOPP薄膜生产线生产BOPE薄膜,从而导致了薄膜厚度均匀性差、成品率低、生产成本居高不下等问题。虽然布鲁克纳集团已经推出了 BOPE 薄膜专用生产设备的概念,但由于投资巨大,距离真正商业化落地还有很大的差距。
再次,BOPE薄膜质量稳定性差、应用成本高、风险高。目前市场上的BOPE产品质量稳定性和产品供应稳定性差,对比现有竞品薄膜性价比偏低,下游的印刷、制袋和包装厂家替代使用的动力不足,应用技术研发参差不齐。比如,目前BOPE薄膜仍然存在厚度均匀性差所导致的印刷时套色不准、气体阻隔性差、制袋或热封时容易产生热收缩、复合时剥离强度不足等问题,这些问题都导致下游市场难以打开,制约 BOPE 薄膜商业化应用的进一步拓展。
最后,与BOPP,BOPET,BOPS和BOPA等薄膜相比,聚乙烯的双向拉伸理论特别是BOPE 的加工-结构-性能关系尚未系统建立。相比于BOPP原料结构、性能、流变、可拉伸性的大量详实的研究[29,30],关于PE拉伸特性的大量研究报道[31-35]主要专注于单向拉伸,而对于PE双向拉伸特性的研究却鲜有报道。而这些少量的研究也主要关注工艺开发,缺少对揭示BOPE的拉伸加工原理的研究,比如 PE 侧链长度、侧链数量、相对分子质量及分子量分布、片晶厚度等因素与其可拉伸特性及薄膜性能之间的关系 [ 36 - 40 ]。只有在阐明PE双向拉伸加工机理的基础上,结合新材料和特殊的加工工艺,才能开发出规模化生产BOPE薄膜的技术。
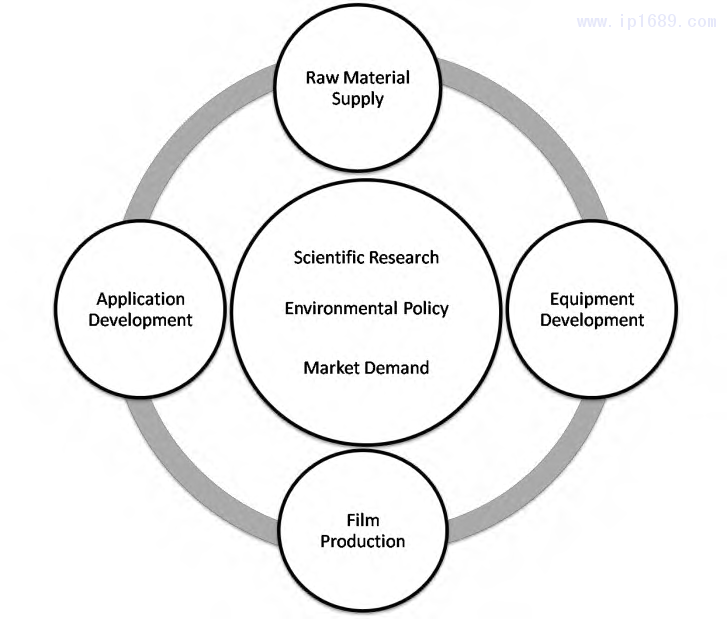
总之,目前制约BOPE薄膜产业化的瓶颈在于薄膜质量稳定性差、供应周期不稳定、性价比低,除个别掌握核心技术的企业能够稳定供应高质量的BOPE薄膜外,多数企业仍处于跟进状态或持观望态度。BOPE 薄膜的主要应用是替代传统的BOPP,BOPET,BOPA 或吹塑和流延PE薄膜。与这些薄膜相比,目前BOPE薄膜缺乏成本优势,进入了应用开发积极性不高与商业化规模扩展缓慢的循环(Fig.3):由于上游原料和制膜成本高,薄膜价格居高不下,BOPE薄膜相比于现有竞品薄膜,存在性价比低、下游包装企业使用的动力不足、需求量和产量偏低等缺点; 而较低的产量导致了原料合成和薄膜生产成本居高不下;最终,当整个产业链都没有较好的经济效益时,产业链上企业投入研发的积极性必然会下降。但是,BOPE 薄膜产业化瓶颈以及其性能和环保优势的存在对于持续投入研发的企业也意味着巨大的机会。
3 BOPE 产业化展望
一个工业产品从研发到产业化需要经历漫长的过程, 尤其是具有长产业链和长开发周期的双向拉伸薄膜。BOPP 薄膜从 1958 年由意大利蒙物卡蒂公司首创到今天已经发展了 60 多年,与之相比,目前 BOPE 薄膜仍处于探索和起步阶段,需要时间的沉淀和市场的检验。因此,与 BOPP 薄膜一样, BOPE 薄膜的产业化也将是一个漫长的过程。不过随着行业日益发展,市场将欢迎更多优质的包装材料来适应消费需求。如 Fig.3 所示, 随着科学研究的深入和环保政策的落实, BOPE 薄膜的市场需求会逐步提高, 其产业化也有望进入良性循环,实现规模化生产,笔者分析主要有以下几个方面的原因:
1.技术方面:随着越来越多石化企业的参与和合成技术的成熟,特别是对线型低密度聚乙烯相对分子质量和分子量分布及其短支链的种类、数量和分布的有效控制,将使得 BOPE薄膜专用原料的可拉伸性进一步提高。BOPE薄膜专用原料的开发,除满足可拉伸特性和性能要求外,还需要提高其挤出加工特性,即需要对相对分子质量和分子量分布进行合理的调控。同时,设备供应商也在积极投入BOPE薄膜专用双向拉伸生产设备的研发,针对现有的 BOPP 或 BOPVC 薄膜生产线的改造也在进一步的发展。基于BOPE 薄膜的生产特性, 其生产设备研究或改造的重点体现在两个方面:一是提高设备对线型低密度聚乙烯的塑化能力( 如使用双螺杆挤出机,并加大挤出机的扭矩)并开发出在保证树脂被塑化的同时不被降解的特殊螺杆设计;二是提高纵向拉伸和横向拉伸区温度控制的精准程度。随着针对 BOPE 薄膜加工工艺参数、凝聚态结构、可拉伸性和薄膜性能之间关系的研究的不断开展,对 BOPE 原料的结构-加工-形态-性能关系的理解也将越来越深入。这些技术上的进步将使 BOPE 薄膜的规模化生产在技术上成为可能。
2.经济方面:目前全球BOPP薄膜产能严重过剩,BOPP薄膜行业利润率降低,很多BOPP生产线长期处于闲置状态,将这些过剩的产能用于BOPE薄膜的生产对薄膜生产商而言具有较大的经济效益。同时,随着需求量的加大,原料价格会降低,加上双向拉伸技术的高生产效率,BOPE薄膜生产的利润空间将进一步扩大。从长期发展的角度来看,BOPE薄膜未来可能是一个可以与 BOPP 薄膜媲美的庞大产业。
3.社会方面:BOPE薄膜的产业化除了为包装企业和消费者提供一种全新的包装解决方案外,它的意义更在于环保。过去半个世纪,全球塑料产量增长了20倍,从1964年的 1500t增长到2014年的3×108t,而且有望在接下来的20年翻倍,并在2050年达到12×108t。然而,在过去,多数塑料材料特别是一次性塑料包装材料,多数均只使用一次便被丢弃,这些塑料垃圾一方面造成海洋和陆地的污染,另一方面这些本可以回收循环使用的塑料失去了 95%的经济价值,全球每年因此而造成的损失高达 800~1200 亿美元[41]。近年来,随着塑料垃圾日益增长,人们环保意识逐渐增强,各个国家的政府和非政府组织都将环境保护提上日程。例如,中国开始禁止“洋垃圾”;2019 年海南省通过了《海南经济特区禁止一次性不可降解塑料制品规定》;2020 中国政府相关部门公布了《关于进一步加强塑料污染治理的意见》;欧盟更是通过立法施加压力,要求将欧盟塑料回收利用率提高到50%以上,到 2030 年之前实现所有塑料包装的可重复使用或可回收利用;英国将这一目标的实现提前到了2025年。为了实现这一目标,可以从两个方面着手,一是从源头上减量,另一个是从末端进行回收再利用,而 BOPE 薄膜的产业化能同时满足这两个方面的要求, 因此, BOPE 薄膜在欧洲大受欢迎。2019 年中国国家工信部也将 BOPE 薄膜列入《重点新材料首批次应用示范指导目录》[42]。
4 结语
BOPE薄膜具有优异的物理性能,能够很好地拓宽塑料薄膜的应用领域,同时迎合了包装轻量化和环保趋势,具有广阔的市场前景,有望在 5~10 年内实现原料、设备、制膜和包装应用技术的重大突破,成为双向拉伸薄膜技术的另一个产业化典范。此愿景的实现需要全球各个国家和组织持续的政策支持和努力,特别是保持环保政策的高压态势。此外,还需要通过产业链协作来实现包装的可持续发展, 以及产业链上下游企业不间断的研发投入:设备厂家研发出适合BOPE薄膜生产的专用设备,树脂合成企业进一步提升原料的可加工性、降低原料成本,制膜厂家进一步降低生产成本,提高薄膜质量,开发出不同种类的功能性 BOPE 薄膜,下游包装企业积极探索适合BOPE薄膜独特优势的新应用(比如冷冻包装和单一材料包装)。整个产业链不断提升产品品质、增加产品品类、提升客户使用体验,可持续发展,形成良性循环,从而真正实现 BOPE 薄膜的大规模产业化。
参考文献:
[1]刘雨虹. 聚乙烯产业现状及生产技术进展[ J]. 化学工业, 2011, 29( 4): 13 -16.Liu Y H. Present Situation of polyethylene industry and development of production technology[J]. Chemical Industry, 2011, 29(4): 13 -16.
[2]张师军, 乔金樑. 聚乙烯树脂及其应用[ M]. 北京:化学工业出版社, 2011: 289 -290.
[3]AMI.Polyethylene films- the global market 2021[R/ OL]. [2021- 06-01].
[4]杨文忠, 伍杰锋, 冯润财, 等. 聚乙烯薄膜加工方法及新产品[ J]. 塑料工业, 2013, 41(3): 116 -119. Yang W Z, Wu J F, Feng R C, et al. Processing methods of polyethylene films and new products[ J]. China Plastics Industry, 2013, 41( 3): 116 - 119.
[5]冯润财, 伍杰锋, 张广强, 等. 双向拉伸聚乙烯薄膜的研制[J]. 塑料工业, 2013, 41 ( 4): 102 - 118. Feng R C, Wu J F, Zhang GQ, et al. Research and development of biaxially oriented polyethylene film [ J]. China Plastics Industry, 2013, 41 ( 4): 102 - 118.
[6]王雷, 韩文彬, 朱书贞.双向拉伸塑料薄膜[ M]. 北京: 化学工业出版社, 2015: 1
[7]De Meuse M T. Biaxial stretching of film: principles and applications[ M]. New Delhi: Woodhead Publishing, 2011:43.
[8]The Dow Chemical Company. The future of sustainable packaging: polyethylene resins for recyclable TF- BOPE solutions[ G/OL]. [2021 -06- 01].
[9]美孚石油公司. 高度双轴取向的多层高密度聚乙烯薄膜: 中国,98811126[ P]. 1998 -08- 20. [10]Exxon. Biaxially oriented polyethylene films: US, 0876250[ P]. 1998 -08- 14.
[11]Mobil Oil Corporation. Biaxially oriented polyethylen e film with improved optics and sealability properties: US, 6168826[ P]. 2001 -01- 02.
[12]三井化学东赛璐股份有限公司. 二轴延伸乙烯系聚合体多层薄膜及使用其之包装材料: 中国,100142656[P].2012 - 07-16.
[13]三井化学东赛璐股份有限公司. 二轴延伸乙烯聚合物膜及包装体: 中国, 104129716[ P].2016 - 03-16.
[14]中国石油化工股份有限公司. 一种聚乙烯组合物及其薄膜: 中国,10582470[ P]. 2014 -10- 27.
[15]中国石油化工股份有限公司. 一种聚乙烯组合物及其薄膜: 中国,10583874[ P]. 2014 -10- 27.
[16]中国石油化工股份有限公司. 一种聚乙烯薄膜: 中国,10584827[ P]. 2014 -10- 27.
[17]中国石油化工股份有限公司. 一种聚乙烯组合物及其薄膜: 中国,105623056[ P].2016 - 06-01.
[18]中国石油化工股份有限公司. 一种聚乙烯组合物及其薄膜: 中国, 105524337 [ P]. 2018-04- 10.
[19]陶氏化学环球技术有限责任公司. 双取向聚乙烯膜: 中国, 80073064[ P].2011 - 08-26.
[20]Dow Global Technologies LLC. Oriented polyethylene films and a method for making the same: US, 154253[ P].2015 - 10-15.
[21]陶氏环球技术有限责任公司. 双取向聚乙烯膜: 中国,103764372[ P].2016 - 10-26.
[22]Dow Global Technologies LLC. Oriented polyethylene films and a method for making the same: US, 0029583[ P].2017 -02-02.
[23]Dow Global Technologies LLC. Multilayer films and laminates and articles comprising the same: US, 048580[ P]. 2018- 03-15.
[24]Dow Global Technologies LLC. Bioriented polyethylene film: US, 00299517[ P]. 2019-10- 03. [25]陶氏环球技术有限责任公司. 具有表面无光泽表面的双轴定向聚乙烯多层膜:
[26]Sabic intellectual property group.Polymer for production of bi-directionally oriented films: US, 207172[ P].2019 - 10-31.
[27]曾碧榕, 陈国荣, 王荣贵, 等. 双向拉伸多层共挤复合薄膜的生产制备和进展[ J]. 高分子材料科学与工程, 2017, 33(5): 184 -189.Zeng B R, Chen G R, Wang R G, et al. Development and progress in biaxially oriented coextruded compound film [J]. Polymer Material s Science &Engineering, 2017, 33( 5): 184 - 189.
[28]东方财富网. 永新股份:拟 3 亿元投建年产 33000 吨新型 BOPE 薄膜项目[ G/OL]. ( 2019 -12- 06)
[29]Kanai T, Campbell G A, et al. Film processing[ M]. Munich: Hanser Publishers, 2014: 24 4.
[30]Kanai T, Campbell G A, et al. Film processing advances[ M]. Munich: Hanser Publishers, 2014: 231. [31] Brown A. X- ray diffraction studies of the stretching and relaxing of polye thylene[J]. Journal ofApplied Physics, 1949,20: 552.
[32]Horsley RA, Nancarrow HA.The stretching and relaxing of polyethylene [J]. British Journal of Applied Physics 1951,2:345.
[33]Hiss R, Hobeika S, Lynn C, et al.Network stretching, slip processes, and fragmentation of crystallitesduring uniaxial drawing of polyethylene and related copolymers. Acomparativestudy[J]. Macromolecules 1999, 32 : 4390-4403.
[34]Kiho H, Peterlin A, Geil PH. Polymer deformation. VI. Twinning and phase transformation ofpolyethylene single crystals as a function of stretching di rection[ J].Journal of Applied Physics, 1964, 35: 1599- 1605.
[35]Xiong BJ, Lame O, Seguel R, et al. Micro/ macro- stress relationship and local stress distribution inpolyethylene spherulites upon uniaxial stretching in the small straindomain [ J]. Polymer, 2018, 140:215-224.
[36]Ratta V, Wilkes GL, Su TK. Structure-property-processing investigations of the tenter-frame process for making biaxially oriented HDPE film. I. base sheet and draw along the MD[ J] . Polymer, 2001, 42 :9059- 9071.
[37]Ajji A, Auger J, Huang J , et al. Biaxial stretching and structure of various LLDPE resins[J]. Polymer Engineering & Science, 2004,44: 252 - 260.
[38]Chen Q, Wang Z W, Zhang S M, et al. Structure evolution and deformation behavior of polyethylene film during biaxial stretching[ J]. ACS Omega 2020,5 : 655-666.
[39]Chen Q, Chen D D, Kang J , et al. Structure evolution of polyethylene in sequential biaxial stretching along the first tensile direction[J]. Industrial & Engineering Chemistry Research, 2019, 58 : 12419- 12430. [40]Li Y, Jiang B B, Li W, et al. The chain microstructure and condensed structure of polyethylene resin used for biaxially stretched film[ J]. Journal of Applied Polymer Science, 2021,138: 49652.
[41]Industry Agenda. The new plastics economy: rethinking the fut ure of plastics[M/ OL]. World Economic Forum ,2016.
https://www. greenpeace. org/static/planet4 -southeastasia-stateless/2019/04/b3fc1292 -b3fc1292-wef_th e_new_plastics_economy.pdf.
[42]中华人民共和国工业和信息化部. 重点新材料首批示范指导目录( 2019 年版)[G/ OL].(2019- 12- 25)
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













