










程玲玲 魏永飞 莫盼盼 王 统 陈鹏涛
(1. 河南驼人医疗器械研究院有限公司,长垣 453400;2. 河南省医用高分子材料技术与应用重点实验室,长垣 453400)
摘 要: 将牵引闭环控制系统应用于国内普通30# 挤出机,以注药管、输液管为挤出试验对象,利用方差和 标准差分析法分析产品内外径的检测结果。结果表明,牵引闭环控制系统能大大提高产品的挤出精密度。
关键词: 牵引闭环控制系统 注药管 输液管
目前,国内医用挤出机控制功能还不具备成熟的内外径和壁厚控制调节功能,即自动闭环控制技术[1-3]还没有成功应用于产品制造,而国外挤出机已实现此技术应用,但也只是少数国外设备厂家,如Savills、美国 AK 公司。经实践验证,该技术对产品精密度提具有巨大作用。从挤出精密度方面进行对比,具有闭环控制的进口挤出机比国产挤出机精密度高 60% ~80%。因此,本文将牵引闭环控制系统应用于普通国内挤出机,以注药管、输液管为挤出试验对象,利用方差和标准差分析法分析产品内外径的检测结果。结果表明,牵引闭环控制系统能提高产品的挤出准确度和挤出精密度。
1 闭环挤出机结构及控制系统
1.1 闭环挤出机的结构
本项目研究的闭环挤出机主要包括普通挤出机和牵引闭环控制系统两部分,如图 1 所示。其中,普通挤出机由 供气系统、主体部分、水槽、牵引切断机和传动装置组成; 牵引闭环控制系统由三轴激光测径仪、超声波测厚仪和控 制器组成。
1.2 牵引闭环控制系统
1.2.1 牵引闭环控制系统特点
(1)三轴激光在线检测外径、椭圆度以及过程能力指数(CPK),实现对外径的精准检测;
(2)超声波在线检测内径、壁厚、偏心度、薄点以及过程能力指数(CPK),实现全面的内径相关检测;
(3)牵引闭环控制系统可自动控制牵引机速度,实现 自动化智能调节;
(4)精密度可控制在±0.03mm以内。
1.2.2 牵引闭环控制原理
在控制器的存储器内输入产品的内外径和壁厚尺寸参数,控制器采集并存储挤出机的牵引速度和三轴激光测径仪最新检测到的产品外径数值 A,控制器根据 A 的变化随时调节挤出机的牵引速度,以满足产品的外径要求。
2 试验部分
2.1 试验对象
粒料:PVC 5402 (威海洁瑞医用制品有限公司)。
设备: 30# 挤出机(海瑞嘉精密挤出机械有限公司),牵引闭环控制系统,影像测量仪(宁波金永计量仪器设备有限公司)。
产品:注药管和输液管。
2.2 试验方法
2.2.1 挤出试验
分别在牵引闭环控制系统未启动和启动的情况下,对注药管和输液管进行挤出试验,利用影像测量仪对产品的内外径进行检测。对比注药管、输液管的内外径检测结果,分析牵引闭环控制系统对产品挤出精密度的影响。
2.2.2 方差和标准差
方差是在概率论和统计中衡量随机变量或一组数据离散程度的一种度量 [4-5]。样本方差是每个样本值与全体样本值的平均数之差的平方值的平均数,计算公式为:
其中s 表示方差, n表示样本数量, xi表示样本值,表示全体样本值的平均数。
标准差(Standard Deviation) 是均差平方的算术平均数的平方根 [4-5],用s表示。标准差是方差的算术平方根。平均数相同的两组数据,标准差未必相同。标准差是一组 数据平均值分散程度的一种度量。一个较大的标准差,代表大部分数值和其平均值之间差异较大;一个较小的标准差,代表这些数值较接近平均值。标准差的计算公式为:
其中 s 表示标准差, n 表示样本数量, xi 表示样本值, 表示全体样本值的平均数。
3 结果与讨论
3.1 产品挤出分析
注药管、输液管在牵引闭环控制系统未启动和启动的情况下,注药管、输液管的内外径测试结果分别如图 2、图3 所示。可以看出,与牵引闭环控制系统未启动的情况相比,在牵引闭环控制系统开启的情况下,注药管和输液管的内外径稳定性均较好。
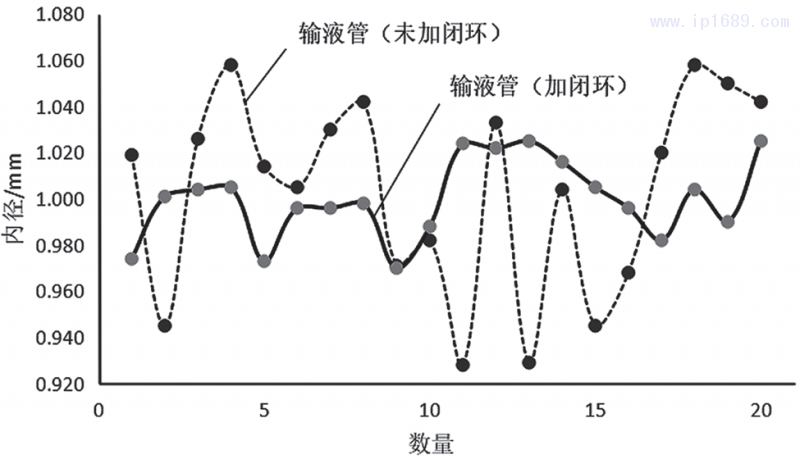
表 1 注药管、输液管的尺寸技术要求
产品名称 外径 /mm 内径 /mm
注药管 4.000±0.030 2.200±0.030
输液管 2.700±0.030 1.000±0.030
对比牵引闭环控制系统未启动和启动的情况,注药管的外径平均值由4.006mm变为 4.003mm,注药管的内径平均值由2.205mm 变为2.202mm;输液管的外径平均值由 2.706mm 变为2.701mm,输液管的内径平均值由1.003mm变为1.000mm。牵引闭环控制系统启动后,产品的内外径的平均值更接近产品的尺寸技术要求,因此牵引闭环控制系统能提高了产品的挤出准确度。
对比牵引闭环控制系统未启动和启动的情况,注药管的外径挤出精密度由±0.072mm 提高至±0.030mm,注药管的内径挤出精密度由±0.074mm 提高至±0.029mm;输液管的外径挤出精密度由±0.045mm提高至±0.028mm,输液管的内径挤出精密度由±0.065mm 提高至±0.028mm。由此可知,牵引闭环控制系统能提高注药管、输液管的挤出精密度。
3.2 方差和标准差分析
对注药管、输液管的内外径检测结果进行方差和标准差分析,结果如表2所示。对比牵引闭环控制系统未启动和启动的情况,注药管外径的方差由0.045提高至 0.014,标准差由 0.212 提高至 0.119,注药管内径的方差由0.045提高至 0.018,标准差由 0.212 提高至 0.134;输液管外 径的方差由 0.025 提高至 0.014,标准差由 0.160 提高至 0.116,输液管内径的方差由 0.043 提高至 0.017,标准差 由 0.207 提高至 0.131。与牵引闭环控制系统未启动相比, 牵引闭环控制系统启动时,注药管、输液管的内外径检测 数据更集中。由此可知, 牵引闭环控制系统能提高注药管、 输液管的挤出精密度。
表 2 注药管、输液管的内外径方差和标准差分析
4 结语
本文以注药管、输液管为产品试验对象,分别对其在牵引闭环控制系统未启动和启动的情况下做挤出试验。影 像测量仪的检测结果表明,牵引闭环控制系统能提高注药 管、输液管的挤出准确度和挤出精密度。本文利用方差和 标准差对检测结果进行分析,分析结果与影像测量仪的检 测结果一致。
参考文献
[1] 戈大伟 . 微管挤出成型尺寸精密控制系统的设计与研究 [D]. 广州:华南理工大学,2011.
[2] 李志刚 . 一种连续配比的全失重挤出控制系统:中国, CN205291534U[P].2016-06-08.
[3] 李立峰 . 一种尼龙棒材挤出与牵引同步的控制系统:中国, CN207669742U[P].2018-07-31.
[4] 肖建辉 .《方差与标准差》教材解读与教学实践 [J]. 初中数 学教与学,2016,(4):13-14.
[5] 朱容蝶,刘万卉,谭德讲 . 单因素方差解析及其在药品检测实 验室中的应用 [J]. 中国药事,2018,(3):323-324.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...














