









陶永亮1,张明怡2,张宏3
(1.重庆川仪工程塑料有限公司,重庆 400712;
2.中国航发西安航空发动机集团有限公司,陕西 西安 710021;
3.重庆捷尔博模具科有限公司,重庆 408400)
摘要:注塑行业是耗能较高,碳排放较大的行业。注塑机在注塑中起着重要的作用,目前从注塑机上进行节能减排改进是一个方式。文中介绍了注塑机上伺服控制、全电动控制、变频调节装置、料筒电磁节能加热、烘干料桶节能装置和视觉检测设备等项目,都有从各个环节中讲述装置基本原理和提出节能的效果,值得注塑企业选用或推广,也是注塑机节能化发展的要求。节能减排是一项系统工作,可以从每一个细节做起,注塑行业不列外。
关键词:碳达峰;碳中和;节能减排;节能装置;改进
注塑机是将热塑(热固)性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。制造业中注塑机的耗能电老虎之一,注塑机数量庞大,使用寿命一般在20年左右。据有关文献报道,南方一发达城市塑料制品的碳排放占制造业的相对值高,其工业增加值占制造业产值3.25%,电力耗能占制造业耗能的10.62%,塑料制品业2010年时碳排放量为329.4万t[1]。可见注塑机是耗能之高的设备,耗能越高,相对地碳排放也是成正比。2020年9月22日,习主席在第75届联合国大会一般性辩论会向世界承诺中国二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和(简称“双碳”目标)。面对“双碳”目标下,注塑机节能化改进是势在必行的途径。
1 注塑机耗能情况分析
注塑成型工艺将熔融的聚合物溶体,再注入到模具型腔中,等聚合物溶体固化后,模具型腔打开,塑件被顶出。具体动作:合模→注塑座向前移动→注塑→保压→冷却(预塑→注塑座向后移动→开模→顶出塑件→顶杆复位→合模。通过这一工艺分析,注塑机需要有操作动力,需要有聚合物有加热系统,即动力部分和加热部分,这两项都是需要电能来支持。在传统液压注塑机的用电量中,液压油泵占到了80%以上[2],其他还有料筒加热用电,烘料斗加热用电占到了15%,电器操控用电和其他一些用电占到了5%等[3]。为了实现注塑机节能低碳,有必要降低液压油泵的耗电量,这也给注塑机的动力改进提供新的途径,同时也需要降低料筒加热用电,烘料斗加热用电等,通过这些改进使注塑机用电尽量最小化。
2 注塑机节能方面的改进
目前注塑机已有伺服系统的应用(包括部分全电动控制),同时行业正在逐步开展加热圈、干燥料斗的加热节能配套工作[4]。其成果带来的节能效益是一笔不小的数目,也是减少排放的措施。塑料行业的巨大空间,带动了注塑机(包括挤出机)产业快速发展,带动了变频调节装置、节能加热圈、烘料节能装置作为塑料机械的加热节能产品开发和发展,不少节能产品的配套厂商加大了全国布局的力度。
2.1伺服控制系统的应用
在传统的注塑机中,通常采用液压传动装置,它主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其他液压附件和管道组成[5]。注塑机驱动系统-传统液压控制特点是传统注塑机液压油泵采用定量泵通过异步机工频运行,高出系统的压力油通过溢流阀回油,出现油温高;噪音大;液压油泄漏大;用户电费成本很高;维护频繁等缺点。后来采用变量泵做控制,变量泵相对定量泵可以节省了部分用电,但是避免不了定量泵的缺点[6]。采用电液混合控制(伺服泵),即伺服节能泵型的注塑机。主要有配置伺服电机、旋转编译码、高精度压力传感器等组成。伺服泵时刻对液压系统的压力和流量进行检测反馈,及时通过改变伺服同步电机的转速和转矩对压力和流量做出调整的相应,最终维持整个系统的压力,稳、准、快达到设定压力和流量,动态响应快、成品重复精度高、噪音低、最主要的是节省很多电费。伺服泵与传统的定量泵和变量泵系统相比较,同吨位注塑机选配的电机功率要小得多,安装空间,给注塑机整体提升了档次。实践证明电液混合控制方案在一定的条件下可比传统的定量泵油压系统节省60%的能耗[7]。
2.2全电动控制的应用
注塑机采用全电动控制,所有动作都依赖电动执行机构来完成,注塑机系统中不需要液压油路控制,也就是人们所称的全电动注塑机。注塑机不需要过多的油箱和管路,运行和维护成本降低,变得更加清洁。当然全电动注塑机的成本明显高于传统液压机,所采用伺服、驱动器、高精度传感器等等,相对成品成型精度高。据统计,液压式注塑机由于高压节油造成的能量损耗高达36%~68%[8],全电动注塑机运行噪音低,能耗低,与传统注塑机相比可以节省50%~70%的能源[9]。当然全电动注塑机用于中小型锁模吨位,在需要极长时间闭模和极高的锁模压力加工方面,还是需要液压注塑机,全电动是替代不了。
2.3变频调节装置应用
将注塑机改造升级为“节能型”注塑机,其投资(主要是变频器)应该在一年内可以通过节约的电费或油费收回[10]。注塑机变频器上采用在注塑机专用控制板或是在变频器的CPU里面内置一套专用程序的方式,就可以避免定量泵类注塑机存在能耗大、动作周期长、动作速度慢等缺陷。注塑过程中有锁模、射胶、充填、溶胶、冷却、开模等阶段,这些阶段对压力的要求是不相同的。开模只要较小的压力即可,溶胶、射胶、冷却等就要较大的压力,以保证塑件质量和效率。注塑机中电极转速高,则注塑压力大,这样通过变频器对注塑机电机进行调速实现变压节能。般注塑机变频节能通常做法:将用来控制调节比例调节阀的电量信号,进行转换处理后作为变频器输出频率的给定信号,直接将设备上锁模、射胶、溶胶、冷却、开模等过程控制信号进行处理后作为变频器程序控制信号(变频器输出频率信号),通过这种调节方式来满足注塑机各个阶段对供油压力和流量的要求,以达到节能目的。广东一公司对主泵55 kW大型注塑机进行变频改进,塑机最大压力可达2000t,最大注塑量可达16000g,在1~2min生产中、大型水管接头。原工频运行一小时耗电50.6kW.h,通过变频运行一小时耗电30.1kW.h,节电率40.5%.节电效果明显投资半年即收回[11]。
2.4料筒电磁节能加热装置
传统的注塑机料筒加热方式是用电阻式加热圈。这种电阻式加热圈是通过电流电阻热效应来产生热量,用加热圈的内壁安装在料筒(也称炮筒)外壁上,并且需要紧密接触后(接触式传导)方能传递到料筒上。目前电阻式加热圈结构简单,价格便宜,安装使用方便等优势。在接触式传热中,注塑机在高速运行过程中有震动现象也会影响到加热圈的加热效果,另外加热圈的外圈裸露在空气中,也会散发出较多地热量,热损较大,热损失可达50%[12],从而带来能耗的增加。加热圈的外圈裸露在外面夏季对生产环境影响较大,并有一定安全风险。
防漏胶电磁加热圈是在传统电阻式加热圈基础上做了技术创新,用电磁加热替代了电阻加热,节能和安全指标有着很好地提升。其原理是通过电磁加热控制器将交流电转换为高频电路,经过电磁发热圈(即高频线圈)产生高频磁场,使料筒铁分子发生共振而产生热量,达到加热目的。电磁加热圈包括带定位功能内筒基体(由耐高温材料构成),电磁感应线圈,设有线圈定位边和测温点定位缺口,电磁感应线圈是多股电线绕制在内筒基体之上,是单层或双层(多层)的线圈,这与加热器功率而选择层数[13]。如图1所示。
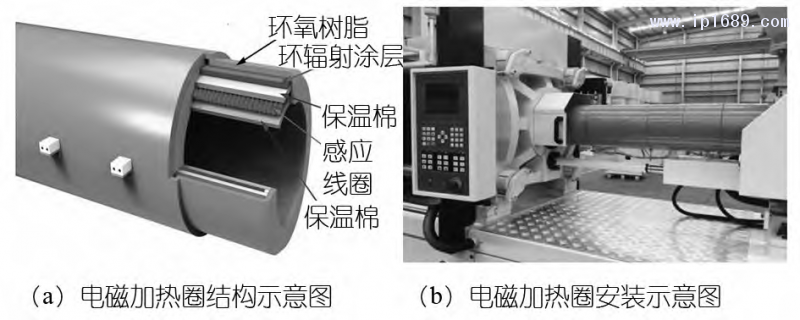
图 1 电磁加热圈结构与安装示意图(网图)
电磁加热圈可以在注塑机、吹膜机、挤出机塑料机械料筒高频加热选用,使料筒本体发热并且不散热,降低剪切力,同规格型号整套加热圈比电阻加热圈节电率40%~50%。电阻加热圈外圈表面温度有236℃,电磁加热圈外圈表面温度有47℃,降低车间内温度3~6℃,极大节约了电力成本,做到节能减排。一般5个月即可收回全部投资[14],使用寿命长,电磁加热圈得到了广泛的应用。现在还有“纳米红外线加热”,通过碳纤维或石英灯管等对料筒直接表面光源高温加热,由发热圈到料筒直接热传递,节能效果更佳。
2.5烘干料桶节能装置
塑料干燥机(也称烘料斗)在注塑中是必不可少的周边设备,对稳定塑件注塑和表面质量起着重要的作用。一般传统塑料干燥机工作原理:在风机吹风作用于内部发热管的热风吹入锥型料斗内部,有上下筛网与料斗表面作为通风入干燥机桶内→发热丝通电→风机吹风的作用下→风吹入料桶达到干燥的目的[15]。传统干燥机存在着无智能检测传感器,无法智能控制干燥风量大小,是恒风量运行,耗电较多、热能转换率低能量浪费严重等现象。
为了对原有的烘料桶进行节能改进,专门对烘料桶控制部分做智能控制处理,其他烘料桶里结构不变。基本由计算机程序构成的数字温度智能控制伺服全自动系统,能够按照料桶控制器设定温度进行恒温所需智能控制处理的功率进行补偿,做到智能控制温度、风量、加热功率,达到烘料恒温加热节能作用。节能效果在40%~60%之间,安装简单,调试后不必额外维护。200kg的烘料桶改进前一小时用电3.3kW.h,改进后则为1.5kW.h,基本节电率54%,6~10个月可以收回成本。如图2所示。其节能原理其一,自动调节功率,根据物料干燥程度给予匹配功率,保持在烘料所需的温度并稳定恒温以减少浪费。其二,风量自动调节,实时测量塑料的温度干燥度,通过系统自动控制风口的大小,从而减小热量散失。其三,消除安全隐患,当温度达到一定程度时系统会自动断掉电源,起到安全保护作用。
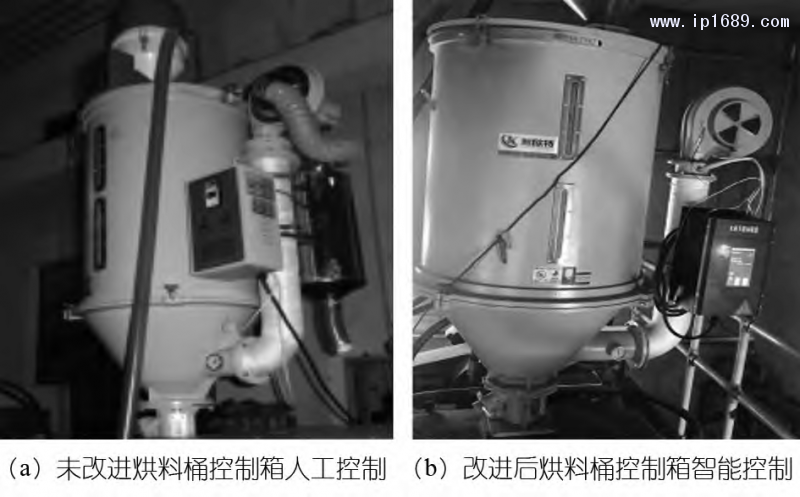
图2 烘料桶控制箱改进前后示意图(现场图)
2.6视觉检测设备应用
注塑机节约电能的同时,做出合格产品,保护好模具更是注塑节能的重要环节。这些年,智能应用案例移植到注塑机应用,对提高产品质量,保护模具等设备起到了很好地作用。引入机器视觉检测设备,即CCD(Charge-coupled Device)图像传感器,通过CCD能够把光学影像转化为数字信号传送智能图像处理与决策系统,对光学影像判断正确与否,实施有效控制。就是在塑机与模具的地方安装几个工业照相机或镜头用视觉设备代替人眼完成测量、检查、引导、识别等功能,实现减少人工、降低劳动强度、对接信息化智能化建设等[16]。一般可以安装6个CCD相机。
注塑模作为塑件加工中重要的成型工装设备,直接影响到塑件品质,模具在注塑加工中占据着重要比例,注重模具使用维护,延长模具使用寿命,是注塑行业节能减排、降本增效的重要议题。目前模具保护器适用注塑机运行情况实时监视、检测和控制,利用机器视觉实时拍摄运算等处理,智能话监控注塑机,检测脱模不良、短射或产品飞边,监视模具滑块到位情况、嵌件安放、模具型腔表面异物和模具复位、粘模、色泽、闭模、产品脱落等。通过这样监控可以避免模具压坏损伤而停产,缩短生产周期。当出现不良产品或短射时,系统还能及时提醒操作者。当然应用图像传感器除了监视模具外,还有拓展功能,尤其与注塑机智能控制系统兼容[17],还能做为控制产品质量,识别和不合格分类,以减少人工检验产品带来的疲劳造成产品的误判和错判等。
3结束语
据报道,2019年预计塑料的生产和焚化将产生超过8.5亿t二氧化碳当量,相当于189个500MW燃煤发电厂的排放量。据专家的估计,从现在开始到2050年全球塑料生产和焚化将累计排放560亿t二氧化碳当量,占本世纪中叶根据当前的减排承诺可以“支出”的总碳预算的10%~13%。到本世纪末,与塑料有关的排放量可能占碳总预算的一半[18]。从这些数据中看出,注塑行业的碳排放量还是很大的,在未来的减排之路上任重道远,同时还是要通过技术进步进行减排,应用新型能源。目前,注塑行业通过节约电能,控制产品质量,生产更多地合格产品是减少排放的一个重要途径,实施节能减排、降本增效是实现“双碳”目标基础。还应以“智造”赋能减碳,为助力注塑行业智造升级,绿色转型提供源源动力。将实施一系列举措来降低排放量,为减缓全球温室效应贡献微薄力量。
参考文献:
[1]注塑机节能减排改造路径研究的论文 [EB/OL].[2019-10-25].https://www.ruiwen.com/lunwen/2405195.html.
[2]刘学平,潘灏,向东.注塑成型工艺的碳排放分析[J].机械设计与制造,2012(11):1-3.
[3]泰石电子.注塑机节能发展趋势介绍[EB/OL].[2015-01-30].https://www.doc88.com/p-7148352983450.html?r=1.
[4]节能成注塑机行业热点研发方向[EB/OL].[2017-08-28].http://www.bianbao.net/newsDetail649229.html.
[5]注塑机驱动系统的节能改造[EB/OL].[2010-08-27].https://mw.vogel.com.cn/news_view.html?id=498926.
[6]注塑机用变频器[EB/OL].[2020-06-23].https://baike.so.co m/doc/1817021-1921775.html.
宁波市节能技术(产品)导向目录(2010年版)[EB/OL].[2014-05-07].https://www.doc88.com/p-5877163039544.html.
[8]林宏权,蒋卫东,林达.全电动式注塑机的发展现状及展望[J].塑料工业,2005,33(4):1-4.
[9]关于全电动注塑机的工作原理,特点与应用介绍[EB/OL].[2010-09-11].https://wenku.baidu.com/view/4368341414 791711cc791779.html.
[10]注塑机发展方向与节能特性[EB/OL].[2000-11-10].http://www.doc88.com/p-77481445895.html.
[11]在注塑机上应用变频器节能改造[EB/OL].[2011-09-21].https://www.docin.com/p-261466996.html.
[12]加热圈(图)[EB/OL].[2017-02-08].http://www.ailaba.org/sell/183704352233792.html.
[13]防漏胶电磁加热圈外壳[EB/OL].[2013-02-06].http://www.doc88.com/p-8092844996317.html.
[14]塑能:倡导绿色生活,节能减排[EB/OL].[2016-10-09].http://www.ip1689.com/brand/show.php?itemid=449.
[15]东莞市天天自动化设备有限公司.塑料干燥机的工作原理[EB/OL].http://www.szdatian.net.cn/szdatian_article_123197.html.
[16]焦杨,方志彬.智能视觉技术在汽车内饰生产中的重要性[EB/OL].[2022-02-08].https://mp.weixin.qq.com/s/ o1uFOjdMDjaO6DBbwOYKhg.
[17]陶永亮.注塑过程智能控制方法及应用实例[J],橡塑技术与装备(塑料),2019,45(16):38-41.
[18]全球塑料生产和焚烧碳排放有多大?[EB/OL].[2019-11-15]. http://www.tanjiaoyi.com/article-29468-1.html .
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













