









双向拉伸聚丙烯(Biaxially Oriented Polypropylene)薄膜,简称BOPP薄膜,是以聚丙烯为主要原料,经双向拉伸的薄膜。BOPP薄膜是目前双向拉伸薄膜行业内产量和销量最多的薄膜[1],享有“包装皇后”的美称。国内生产BOPP薄膜的企业非常多,如金田、德冠、福融、国风、双良、康得新等等。BOPP薄膜分为管膜法和平膜法,本文特指平膜法生产的薄膜。BOPP薄膜具有强度高、平整度好,产量大、品种多等优点,同时BOPP薄膜也是塑料加工行业对设备要求最为复杂的薄膜。BOPP薄膜生产一般都有配料、挤出、铸片、双向拉伸、牵引、收卷、时效、分切等工艺流程。双向拉伸包括异步拉伸和同步拉伸,异步拉伸一般是先纵向后横向,特点是生产速度快、产量高:同步拉伸生产薄膜纵横向性能接近,但是产能小、生产难度大。目前市场上薄膜绝大多数采用异步拉伸,使用的设备多产自德国布鲁克纳,也有少量的法国依梭普和日本三菱等企业,薄膜的宽幅基本在8.2米以上,生产的速度最快可达500m/min[2]以上,常见的薄膜多为三层结构,也有少量四层或五层,目前还没有七层以上的报道。薄膜层数越多可以生产出的薄膜种类越多,但是对设备的维护和保养也提出了更高的要求。BOPP薄膜种类繁多,常见如盖光膜、消光膜、热封膜、防雾膜、珠光膜、烟膜等等,现在还在不断涌现新的发展方向,如彩色膜、高阻隔膜[3],免底涂膜、镀铝膜等等,极大的丰富了客户的需求。
1BOPP薄膜生产工艺和产品特点
1.1 BOPP薄膜的生产流程[2][6]
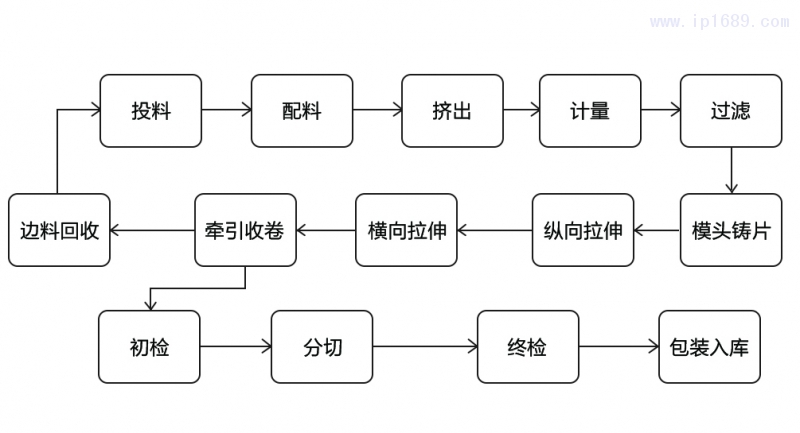
BOPP薄膜的加工流程见图1。
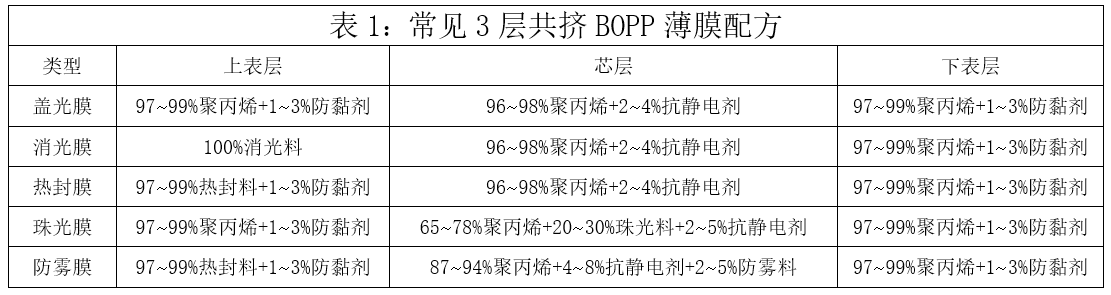
配料:表1为常见3层共挤BOPP薄膜配方。
挤出:将混合好的原料在挤出机内进行塑化并挤出。薄膜的芯层都是以聚丙烯为主,挤出机的加工温度一般在250℃,表层的原料不同,挤出机温度略有不同。加工的温度高,原料流动性好,薄膜的均匀性好,但是超过原料的耐温点则会造成原料降解、碳化及模头挂料等问题。盖光膜的挤出机和模头温度一般都在250℃,消光膜和热封膜由于辅料的耐温性稍差,对应的挤出机温度在245℃左右,模头温度在240℃左右。
计量:统计单位时间内通过的原料重量。通过计量泵的转速来调节挤出机转速和模头出口的压力,保持模头原料流出稳定,同时也能进一步塑化原料。主挤出机必须配置,辅挤出机根据定制选择配置。计量后会流入过滤器,对原料进行过滤除杂。
铸片:将熔融的聚丙烯原料迅速冷却为规整厚片。一般先通过气刀和气嘴将原料紧紧贴附在激冷辊上,然后使用水槽和激冷辊的低温将原料迅速降温,激冷辊和水槽的温度一般在30~45℃。
纵向拉伸:对铸片进行纵向拉伸处理。纵向拉伸的辊筒现在都采用上下两层单独控温,减少因厚片的上下层材料不同造成的膜面外观损伤,纵向拉伸预热区的温度在110~140℃,比拉伸区要高5~15℃,比定型区的温度低5~10℃,拉伸比一般在4.5~5.5之间。
横向拉伸:对铸片进行横向的拉伸处理,采用粘铗和轨道宽度变化实现拉伸。风机将交换器的热空气送入烘箱循环加热,满足各位置不同风速要求。横向拉伸[18]分为预热、拉伸、定型、冷却。横向拉伸的预热温度在170℃左右,拉伸温度在155℃左右,定型温度在165℃左右,冷却基本采用车间内的空气冷却。横向的拉伸比一般在9~10,横向拉伸区域宽度变化非常大,预热区设备的宽度比入口厚片稍窄,使得厚片在受热热收缩性时有一定的余量,拉伸区域的持续时间在2~4秒,如果拉伸的速度太慢[9],分子链会滑移造成破膜和拉伸不均,如果拉伸的速度太快,会造成分子链来不及取向而破膜。定型段和冷却段宽度逐步收缩,总的收缩一般在6%以内,保持拉伸后的薄膜具有较好的热稳定性,横向拉伸的宽度变化趋势见图2。
牵引:主要是负责薄膜的展平、切边、电晕、冷却、测厚、静电消除等功能。
收卷:主要负责薄膜的收卷。将薄膜收卷成均匀的大膜卷。通过控制接触辊和压力辊张压力大小,保持大膜卷的平整度和松紧度,同时也负责大膜卷的米数记录,密度显示,换卷等功能。
时效:薄膜的时效一般在24~48小时,这是因为等规聚丙烯的球晶最大生长速度在20μm/min[2],时效后薄膜的性能会更稳。
分切包装:时效后的薄膜检验合格,根据客户的要求,分切为合适的尺寸。
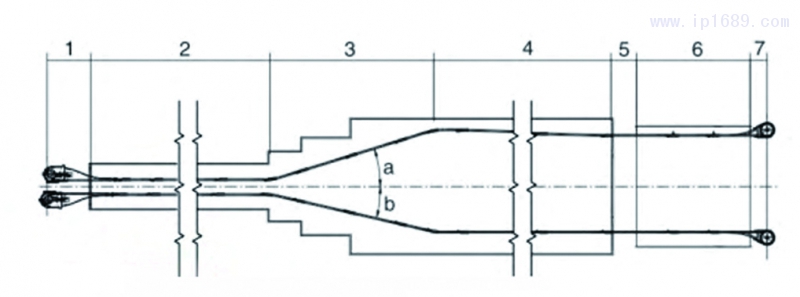
图2TDO宽度变化
1.2 BOPP薄膜的参数说明和常见异常
BOPP薄膜生产各阶段要求工艺参数不同,需要对设备预先设定参数,以实现不同的区域设备协同合作,最终通过计算机控制系统实现自动化的生产。这既包括在正常生产时各区域工艺的参数,也包括在开机、停机、破膜、规格转换、急停等不同状态下的参数。调整的参数包括挤出机的转速、纵向拉伸比、各区域的风速、辊筒的速度等,需要相互匹配。
原料相同的情况下,拉伸倍率大小是影响薄膜拉伸强度最大的因素。如何在保证产品质量的前提下,合理分配两段的拉伸比,是所有生产和研发人员必须掌握的。前后两段的拉伸比越接近,薄膜的纵横向性能越接近,那是否可以通过提高温度来增大拉伸比,从而实现薄膜纵横的均匀性。事实上,如果在纵向拉伸区域对厚片进行过度预热,厚片接近粘流态,在经过辊筒时,非常容易被擦伤和形变,生产耐热性低的原料则影响更大,所以目前的纵向拉伸比一般都不会超过5.5。纵向拉伸比使用辊筒转速控制,调节方便;横向拉伸比是使用轨道宽度控制,既不方便调节,且可调节的范围小,所以现在一般都是固定横向拉伸比,合理调节纵向拉伸比和相应的温度参数,最大可能提高薄膜性能。一般有特殊功能(消光、热封),厚度越薄的薄膜,其纵向的拉伸比要降低,反之则升高。为了使薄膜具有较好的取向,可以在稍低的温度下进行拉伸,但是如果温度过低,强行拉伸会导致分子链断裂,既会降低薄膜的整体拉伸强度,还会造成破膜等异常。目前BOPP薄膜总的拉伸倍率在40~50,小于或大于总的拉伸倍率薄膜会出现厚度不均或者破膜等现象。
薄膜生产过程中,经常出现的异常包括破膜、油污、厚度差、擦伤、白点晶点多、褶皱、热收缩、摩擦系数大、润湿张力小、掉粉、膜面烫伤、模头挂料等现象,这些异常有时候是由多个因素共同造成的,有时候一个因素会导致多个异常,如原料杂质多和油污都会造成破膜,而原料杂质多也会造成膜面晶点多、挂料、破膜等问题,如何准确找到问题点,快速解决问题,是判断生产人员技能高低的重要指标。
1.3 BOPP薄膜的产品标准和趋势
薄膜的性能对下游客户正常使用至关重要,国家为了规范本行业的健康发展,已制定了2个国家标准。普通双向拉伸聚丙烯薄膜的国标是GB/T10003-2008,消光膜的国标是GB/T32021-2015。国标对两种类型薄膜的拉伸强度、断裂标称应变、热收缩率、雾度、光泽度都规定了明确指标和检测的方法。随着市场的变化,客户对新产品的性能和要求也在改变,企业要不断开发更丰富的产品类型。为了规范新产品的性能指标,越来越多的企业开始自发的开展行业标准的制定,规模较大的企业已经制定很多了特种产品的企业标准。
2BOPP薄膜主辅原料介绍
2.1 主原料聚丙烯的性能和要求[2][4]
聚丙烯按照空间立体构型分为等规、间规、无规三类,BOPP要求等规的聚丙烯在95~97%,相比普通吹塑和流延薄膜要求更高。文献[2]和实际生产都表明,等规度越高,拉伸后的薄膜强度越高,但是破膜率也会增加;反之,等规度下降,成膜率高,薄膜强度降低。根据这些特点,如果生产速度快,厚度薄的薄膜,选用等规度低的聚丙烯,而如果要生产厚度厚、强度高的薄膜,选用等规度高的聚丙烯。BOPP薄膜原料的影响因素还包括分子量、熔指、灰分、水分、色粒、雾度等项目。聚丙烯的数均分子量70000[29]左右,熔指2.5~3.5,灰分≤0.03%,分子量分布4.0~4.5。因此生产各种产品的类型,应根据客户要求,使用不同的原料种类。
2.2 辅料的性能和要求
BOPP薄膜的各种性能大部分是通过辅料实现的,辅料在不同薄膜的使用环境中扮演了重要角色。常见的辅料包括防黏剂、抗静电剂、爽滑料、热封料、消光料、防雾料、色母料、珠光料等等,其中防黏剂、抗静电剂、爽滑料、防雾料、珠光料、色母料都是以聚丙烯为载体,添加相应的功能材料,共混造粒所得的母料。防黏剂、热封料、消光料一般用在表层,其它辅料一般是添加在芯层或者次表层。防粘层和热封层的厚度一般在0.8~1.5微米,消光层的厚度一般在1.8~2.8微米。薄膜的厚度增加,表层厚度相应的增加[7],如果各层厚度安排不合理,表层太薄起到不到应有效果,太厚影响生产的稳定性和产品质量,也增加了原料的浪费。
2.2.1 防黏剂[9][10]
防黏剂的主要作用是防止薄膜相互粘结。防黏剂是通过将有效粒子均匀的混合在聚丙烯原料内,这些粒子和聚丙烯原料不相容,并且熔点比聚丙烯要高很多,拉伸成膜以后,这些粒子在薄膜表面形成微球,在两层薄膜之间形成“架桥”现象,薄膜和薄膜的表面之间有空气层存在,起到防粘的作用。防黏剂可分为有机防黏剂和无机防黏剂,有机防黏剂有聚甲基丙烯酸甲酯、聚硅氧烷等,无机防黏剂有滑石粉、二氧化硅、磷酸钙等。
防粘剂添加过多,薄膜雾度增加,拉伸后还会掉落,影响下游使用,添加量少防粘达不到效果。防黏剂的粒子大小、外观形状、内部结构不同,应根据下游客户需求,添加不同防黏剂。目前市面上贝斯特公司和康斯坦普公司的产品比较成熟。
2.2.2 抗静电剂[11][12][13][14]
薄膜在快速生产过程中,摩擦会产生非常多的静电,物理的静电消除器会消除一部分静电,但是大膜卷内还会不断累积静电。抗静电剂是将薄膜表面的多余电荷导出去的一种添加剂。如果薄膜的表面静电累积太多,会影响生产的安全,静电也会吸附空气中的杂质,影响薄膜的品质。抗静电剂至少有一个亲水基团和一个亲油基团,亲水基团吸附空气中的水分子,形成导电的回路,亲油基团和聚丙烯结合和缠绕,保持抗静电分子不脱落。抗静电剂可分为离子型、非离子型、高分子导电型和复合型,现在的BOPP薄膜的抗静电剂多为非离子型,如单甘脂、乙氧基氨等。
抗静电剂基本在芯层和聚丙烯共混使用,加工过程中抗静电分子会从内部缓慢的迁移到表面。迁移时间受抗静电剂种类、添加量及电晕等影响。抗静电剂的抗静电效果还和车间的湿度有影响,夏天空气的湿度大,抗静电剂可适当减少;冬天湿度小,适当提高用量。抗静电剂添加过多,薄膜容易发粘和发红,添加量少,达不到抗静电效果。
2.2.3 爽滑料[15]
有些薄膜(烟膜)在下游加工时速度非常快,所以要求薄膜的摩擦系数低,因此需要在薄膜里面添加一定量的爽滑料。爽滑料一般添加在芯层,薄膜成型后,爽滑料从薄膜内迁移到表面,聚积成均匀的薄涂层,使得薄膜表面光滑,极大地降低了摩擦系数。
爽滑料一般是二酰胺类爽滑剂和无迁移型爽滑剂,爽滑母料用量要适宜,用量过多也会造成薄膜发粘。对摩擦系数要求低的产品,必须添加爽滑母料。
2.2.4 热封料[16]
为了使薄膜具有热封效果,必须在薄膜的表面添加一定量的热封料。BOPP的热封料一般是乙烯、丙烯二元共聚物或乙烯、丙烯、丁烯三元共聚物。薄膜经过加热时,热封料由于熔点低、链段短、支链多,会首先熔融和流动,再经过一定的压力后,薄膜的表面热封料分子链会相互纠缠,形成热封状态。只有一面使用热封料的为单面热封膜,两面都使用热封料的为双面热封膜。
热封膜的启封温度和热封强度与薄膜的表层厚度、防黏剂的用量、共聚物的配比、支链化程度、分子量、分子链长度、灰分含量等都有关系。热封膜启封温度并不是越低越好,需要根据客户的需求来定制,一般启封温度在85~110℃,但是客户都希望热封膜的热封强度越高越好,最少要达到2N/15mm。通过提高加工时的温度、压力、热封时间能在一定程度提高薄膜的热封强度,但是超过薄膜的耐用性,整个薄膜可能会变形而无法使用。
2.2.5 消光料[17]
为了提高薄膜的雾度,使薄膜外观更加细腻,需要在薄膜的表层添加一定量的消光料。现在的消光料是由聚丙烯和聚乙烯按照一定比例,同时添加少量的增塑剂和抗氧剂共混造粒制得。消光料的雾度与聚丙烯和聚乙烯的比例有关,两者的比例在1:1时,雾度一般能达到70%以上,聚乙烯的用量越少,薄膜的雾度越低。消光料使用的聚丙烯熔指一般在6~10g/10min,聚乙烯选用高密度聚乙烯,熔指在0.2~0.4g/10min。两者混合的越均匀,生产出的膜面就越细腻。消光料之所以有消光效果,是因为薄膜在双向拉伸时,由于聚乙烯结晶速度非常快,会率先形成较大的晶体颗粒,使得薄膜表面粗糙,对照射的光线起到了散射作用,形成消光效果。只有一面使用消光料的为单面消光膜,两面都使用消光料的为双面消光膜。
很早之前的科研人员[17]为了使薄膜的表面具有消光料效果,有的通过在原料内部添加大量的无机粒子,如二氧化硅和碳酸钙,有的对薄膜表面进行化学腐蚀,也有物理处理,这些方法虽然都能起到一定消光的效果,但是对薄膜的性能、生产的工艺以及薄膜的安全性都有非常大的影响。相比单纯消光膜雾度的指标,现在客户越来越受关注膜面分散效果,膜面越细腻、雾度越均匀,产品的价格也越高。要想实现较好的膜面分散效果,需要对消光料的原材料筛选和加工的工艺进行优化,很多的母料公司都在大力研发性能优异、生产周期长的消光料,也取得了一定的效果,市场上德冠和金田等企业生产的消光料效果较好,购买的企业较多。
2.2.6 防雾料[19]
普通薄膜在包装蔬菜、菌菇、冷冻食品时,水蒸气会慢慢凝结在薄膜表面,形成大水滴,影响观感,同时水滴也会滋生细菌,缩短食品的保质期。聚丙烯是非极性材料,属于憎水材料,水分子在表面容易形成大水滴,防雾母料减小了薄膜表面的接触角,使水分子均匀的贴附在薄膜表面,形成一层水膜,水分子无法在薄膜表面形成较大的水滴,达到防雾的效果。防雾料一般加在芯层,有效成分是甘油酯、中长链脂肪酸脂化合物等。防雾分为冷防雾和热防雾,防雾的等级越高防雾效果越好。
2.2.7 其他辅料
珠光料[20]:一般是以碳酸钙、二氧化硅、二氧化钛为主要原料和聚丙烯共混制作而成。珠光料添加在薄膜的芯层,薄膜在经过拉伸后,碳酸钙、二氧化硅大小不会变化,粒子的周围产生很多空穴,光线穿过薄膜表层,在薄膜内部空穴相互反射,使得薄膜具有了珠光的效果。根据珠光料添加的比例、颗粒大小、材料的种类不同,生产的珠光膜在薄膜的密度、白度、物理性能方面都有差异。
色母料[21]:通过在聚丙烯添加不同色母制作的母料。色母原料分为有机和无机,有机的为酞箐红、酞箐蓝等;无机的为镉黄、钛白粉、炭黑。为增加色母料的分散,还会添加一定量的聚乙烯低分子蜡、硬脂酸酯等分散剂。色母料常单独在次表层使用,BOPP薄膜生产的彩色膜颜色稳定性好,不易氧化,同时减少了下游二次加工的工序,节约了资源。现在几乎所有的薄膜都要添加多种辅料,才能保证生产出性能稳定、客户满意的产品,包括普通的光膜至少也需要抗静电母料和防粘母料,同时多种多样的母料相互组合,也能生产出多种性能的功能性薄膜,比如将热封料和消光料结合,就可以生产出一面热封,一面消光料的薄膜;或者将防雾料和热封料结合,就可以生产防雾热封膜。当然并不是所有的母料都可以相互结合,比如消光料和防雾料就不能结合,因为防雾料的作用是防止包装物表面凝结水珠,使得产品有较好的透明度,而消光膜的雾度大,不能透过光线,这两者之间存在矛盾。
3结语
BOPP薄膜的研发、生产、销售涉及到的上下游行业非常广泛,中国薄膜行业现在的规模越来越大,生产的产品也越来越齐全,这既得益于国家的政策支持,也顺应了时代的发展,更离不开每一个参与薄膜开发的生产者、制造者。想要生产出性能稳定,符合客户要求的薄膜,需要企业各部门共同的努力和配合,包括原料的装卸、设备的稳定、人员的操作、产品的检测、销售的拓展、员工的激励等多方面,是一项非常复杂的工程,特别是在开发一些新产品时,需要付出的精力更多,但也正是这样的磨炼,实现了整个队伍的成长,减少了未来资源的浪费,促进了薄膜行业的繁荣。
然而,大部分的生产者也深刻的感受到国外的技术限制,目前中国绝大部分的BOPP生产设备都选用国外的布鲁克纳、三菱、依梭普等企业,高端的原料都需要采购三井、陶氏、美孚等企业产品,他们在技术、规模、成本、质量上都有绝对的优势,价格也远高于普通产品,交货的周期也非常长,严重影响了中国企业的生存和发展。近些年来,中石油、中石化等[9]企业在突破双向拉伸聚丙烯原料生产工艺后,也在积极开发性能优异的辅料并取得了一定的成绩,但是在设备加工上,国内的企业还只能模仿制造一些要求不高的配件,如辊筒、展平辊等,对精度要求高的激冷辊,挤出机以及电气设备等,都还需要依靠进口,未来急需突破。
塑料薄膜行业正在快速发展,除了传统的BOPS/BOPET/BOPA等薄膜,现在BOPE[23][24][25]/BOPLA[27]/BOPBAT[28]等薄膜正在中国如火如荼的发展,相信随着新技术、新材料的出现,一定会突破国外的技术封锁,创造出属于中国的薄膜产品。
参考文献
[1]魏志华.BOPP薄膜发展现状与未来趋势[J].产品分析,2015.01:56-59.
[2]尹燕平.双向拉伸塑料薄膜[M].化学工业出版社,1999.
[3]胡小忠等.聚丙烯薄膜的双向拉伸工艺研究[J].理论与研究,2004.30:13-18.
[4]高达利等.原料结构对BOPP薄膜拉仲工艺及性能的影响[J].塑料科技,2018.05:
34-37.
[5]王红兵等.高阻隔型双向拉伸共挤薄膜的制备及性能研究[J].安徽化工,2021(47),6:72-73.
[6]张颂富等.BOPP生产工艺参数最佳设定的探讨[J].现代塑料加工应用,1995.07.07:42-47.
[7]杜杰等.涂层厚度与共聚物组分对热封型BOPP薄膜性能的影响[J].测试与研究,2015.41:57-59.
[8]陈优霞.二氧化硅塑料薄膜开口剂的研制[D].南昌大学,2011.06.08.[9]高达利等.BOPP薄膜拉伸速率对薄膜性能的影响[J].现代塑料加工应用,2015.01.29:15-17.
[10]涂志刚等.BOPP薄膜中的功能性助剂[J].塑料包装,2002.12.4:39-41.[11]刘慧杰.非离子型复合抗静电剂在聚丙烯薄膜中的应用[J].当代化学,2006.35.6:
371-374.
[12]徐正午等.塑料包装用抗静电母粒研究进展[J].塑料包装,2020.30.5:1-5.[13]吴逊等.几种非离子型抗静电剂在聚丙烯薄膜中的应用研究[J].中国塑料,2014.28.4:92-96.
[14]李新芳等.塑料包装薄膜用抗静电剂的研究进展[J].塑料包装,2020.30.6:6-10.[15]聂海平等.爽滑剂和防粘开口剂在塑料薄膜中的应用[J].塑料助剂,2017.3:19-22.
[16]刘琳娜等.BOPP薄膜三元热封料结构分析[J].塑料工业,2014.4:51-55.[17]陈晓勇.聚烯烃消光膜消光机理研究[D].四川大学,2007.03.[18]赖福刚等.聚丙烯薄膜横向拉伸关键技术的研究[J].装备制造技术,2021.1:191-199.
[19]申隆等.冷防雾在多层共挤膜的应用[J].肉类设备与包装,2016.8:51-53.[20]吴林元等.白色双向拉伸聚丙烯薄膜专用珠光母料的研制[J].中国塑料,2000.9:49-52.
[21]李兴达.浅析塑料色母粒色差原因和改进对策[J].工艺管控,2018.12:196.[22]唐虎等.双向拉伸聚乙烯薄膜产业化发展现状、瓶颈和展望[J].高分子材料科学与工程,2021.08.25.
[23]廖凯明等.双向拉伸薄膜行业创新发展思考[J].科技专题,2015.05:62-68.[24]李羽.双向拉伸聚乙烯树脂的结构—性能关系及制备[D].浙江大学.2021.03.[25]冯润财,伍杰锋,张广强,等.双向拉伸聚乙烯薄膜的研制[J].塑料工业,2013,41(4):102-108,112.
[26]罗焯星等.双向拉伸聚乳酸薄膜的制备[D].合成树脂及塑料.2017,36-40.[27]邢利欣等.可生物降解双向拉伸聚乳酸薄膜成型技术研究进展[J].中国塑料.2023,04:121-135.
[28]张小兵.我国生物可降解高分子新材料PBAT市场和产能分析[J].四川化学.2021,04:4-7.
[29]李薇等.凝胶渗透色谱(GPC)表征聚丙烯相对分子量及其分布的方法研究[J].中国建材科技.2012,21:42-46.
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













