









黄瀚毅1,2,田方伟1,2,赵丹1,翟文涛1,2*
(1.中山大学材料科学与工程学院,广东广州510275;2.中山大学南昌研究院,江西南昌330224)
摘要:挤出发泡是一种可制备轻量化聚合物发泡材料如发泡网套、发泡片材等的连续加工工艺。近年来在“双碳”政策背景下,市面常见的水果网套原材料聚乙烯(PE),作为典型不可生物降解的石油基聚合物,已逐渐被可生物降解材料替代。聚对苯二甲酸-己二酸丁二醇酯(PBAT)是一种高强高韧且可生物降解材料,其制品广泛应用于包装、农业等领域。探究了扩链改性对PBAT的流变行为、结晶行为以及挤出发泡成型过程的影响。结果表明,扩链改性使得支化结构逐渐增加并诱导PBAT链网络发生凝胶化,PBAT的基体模量增加。此外,扩链剂可以充当异相成核剂,导致扩链改性PBAT的结晶温度升高超30℃。挤出发泡成型结果表明,随着扩链剂含量增加,网套样品的膨胀倍率逐渐降低,横向延展性先增加后降低,横向拉伸断裂伸长率在扩链剂的质量分数为0.25%时达到600%。因此,在挤出发泡过程中,采用扩链改性的方法可以快速提高PBAT的熔体强度,提升PBAT基体在发泡膨胀过程限制气体快速逃逸的能力。同时,扩链改性可以快速提高PBAT在降温结晶过程的结晶温度,这有利于PBAT在口模处挤出后更快地结晶从而稳定泡孔。然而,过度的扩链改性将造成PBAT发泡网套的膨胀倍率过低。结合扩链改性对PBAT挤出发泡膨胀过程及降温结晶过程的影响,当扩链剂质量分数为0.25%、挤出发泡机加工温度分别为130℃(加料区)-180℃-180℃(进气口)-145℃-110℃-110℃-115℃(换网器)-115℃(模头)、进气压力约为18MPa时,PBAT网套的综合性能较为合适。其中,网套的密度为0.03g·cm−3,发泡倍率φ约为36倍,横向拉伸断裂伸长率超过600%,具备实际应用价值。
关键词:PBAT;挤出发泡;扩链改性;结晶行为;流变行为;支化结构;凝胶化;力学性能
挤出发泡[1-4]是一种可制备轻量化聚合物发泡材料的连续加工工艺,利用挤出发泡可以制备发泡网套、发泡片材、发泡板材等材料。过去,市面上常采用聚乙烯(PE)作为水果网套的原材料。近年来在碳中和、碳达峰的“双碳”政策背景下,PE作为一种典型的不可生物降解的石油基聚合物,已逐渐被可生物降解材料替代。聚对苯二甲酸-己二酸丁二醇酯(PBAT)是一种完全可生物降解的环境友好型聚合物材料,具有优异的延展性、韧性、抗撕裂强度等,被广泛用于包装、农业等领域[5-10]。但PBAT的分子链线性结构会导致其熔体强度较低,在挤出发泡过程中易出现熔体破裂,诱导泡孔壁破裂及泡孔聚并,泡孔结构难以稳定[11-16]。扩链改性是调控聚合物分子链结构、运动能力以及结晶行为的常用方法之一[17-18]。为制备具有实际使用价值的PBAT网套,本文研究了扩链改性对PBAT基体的流变行为和结晶行为的影响及其对挤出发泡成型过程的贡献。
1 实验部分
1.1 原材料
实验所用原料:聚对苯二甲酸-己二酸丁二醇酯(PBAT,1908),金晖兆隆生产;扩链剂(ADR-4468),巴斯夫生产。
1.2 主要仪器
实验所用仪器:sJ75型挤出发泡机,非标定制;POTOP-55mL型密炼机,广州普同实验分析仪器有限公司生产;MCR302型旋转流变仪,奥地利AntonPaar公司生产;Q250型差示扫描量热仪(DSC),美
国TA公司生产;5969型万能材料试验机,美国Instron公司生产;VEGA3型扫描电子显微镜(SEM),捷克Tescan公司生产。
1.3 样品制备
1.3.1 原料改性
将PBAT与扩链剂加入密炼机,在180℃下进行熔融共混。将扩链剂的质量分数为0.25%、0.5%和0.75%的共混样品分别命名为PBATCE0.25、PBAT-CE0.5和PBAT-CE0.75。
1.3.2 挤出发泡成型
将PBAT与扩链剂进行预混合后加入挤出机发泡机中,在稳定挤出后注入物理发泡剂二氧化碳(CO2)。当挤出机的进气压力与换网器压力稳定后,将口模处挤出的发泡材料进行快速牵伸、冷却、切割以及收样,最终获得网套成品。
1.4 测试与表征
1.4.1 流变性能
使用旋转流变仪,在200℃的振幅扫描模式下获取样品的线性黏弹区。选取在线性黏弹区内的剪切应变(1%)在相同温度下进行频率扫描,范围0.1—100rad·s−1,获取样品的动态流变曲线。
1.4.2热性能
使用差示扫描量热仪,在氮气气氛下,将样品以10℃·min−1的速率从0℃升温至200℃,恒温5min后以10℃·min−1的速率降温至0℃,再以10℃·min−1的速率升温至200℃。
1.4.3力学性能
在单轴拉伸力学性能测试中,对网套样品的横向进行恒速拉伸。其中,样品尺寸(长×宽)为100mm×30mm,夹具间距为50mm,拉伸速度为50mm·min−1。
1.4.4泡孔形态表征测试
将样品裁剪并在断面处喷金,通过扫描电子显微镜对样品断面的形貌进行观测。
1.4.5膨胀倍率
通过密度天平得到样品在发泡前后的密度,并通过式(1)计算发泡样品的膨胀倍率:
(1)
式中:ρp为发泡前样品密度,ρf为发泡后样品密度。
2结果与讨论
2.1流变行为
在聚合物发泡过程中,泡孔生长与聚合物基体形变表现出典型的动力学竞争关系。在挤出发泡过程中,当聚合物基体的熔体强度过低时,容易发生泡孔壁破裂诱导的泡孔塌陷与聚并;当熔体强度过高时,泡孔生长阻力较大,进而导致聚合物连续挤出加工以及泡沫成型困难。因此,调控聚合物基体的熔体强度是优化聚合物发泡成型过程的重要方法。
为研究扩链改性对PBAT的流变行为的影响及其对后续挤出发泡成型过程的贡献,采用振幅扫描实验测试扩链改性对PBAT在大应变形变时的影响,结果如图1所示。结果表明,扩链改性仅使得PBAT平台模量降低但未造成线性黏弹区边界发生偏移,扩链改性PBAT的平台模量随扩链剂含量增加而近乎线性增加,这说明扩链改性未影响PBAT分子链缠结网络结构破坏时的链解缠结行为,仅提高了链网络的刚性。
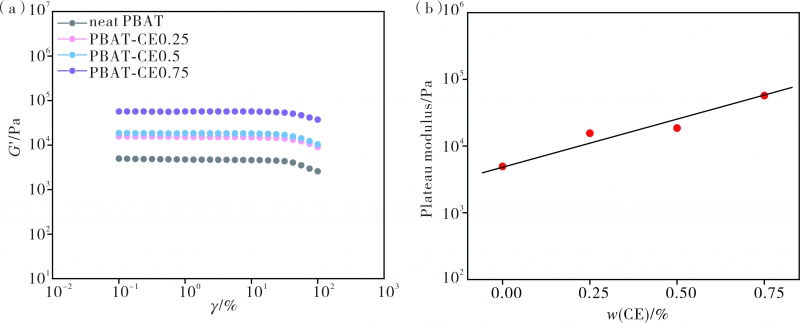
(a)—剪切应变扫描;(b)—平台模量。
(a)—shearstrainsweeping;(b)—plateaumodulus.
图1扩链改性PBAT的剪切流变行为
为进一步分析扩链改性对PBAT链网络的微观结构与宏观性能的影响机制,采用频率扫描实验对扩链改性PBAT的动态流变行为进行表征。图2为扩链改性PBAT的线性黏弹(LVE)曲线。从图2可见,在200℃时,未经扩链改性的PBAT的损耗模量G''完全大于储能模量G',表明PBAT链网络处于黏流态。lgG'和lgG''在曲线末端均与lgω呈现出良好的线性关系,且斜率分别为2和1,这符合线性链动态流变行为的典型特征[19]。随着扩链剂含量的增加,改性样品的储能模量逐渐增加且在低ω时逐渐变平,呈现固体流变行为的特征,说明过度扩链改性诱导PBAT分子链网络发生了凝胶化[20]。

图2扩链改性前后PBAT的储能模量G'和损耗模量G"的频率依赖性
扩链改性前后PBAT的损耗因子tanδ随频率变化的趋势如图3所示。PBAT的损耗因子tanδ随着扩链剂含量的增加而逐渐降低并趋于一条直线,说明此时tanδ不具有频率敏感性,表现出弹性为主的黏弹行为,此时体系的流动性较差。图4为扩链改性前后PBAT的Cole-Cole图。从图4可以看出,纯PBAT由于其具有线性链结构而表现出半圆形状。经过扩链改性后,PBAT体系内出现支化结构,其Cole-Cole图曲线偏离半圆形状,黏度也随着扩链剂含量增加而增加。而含有凝胶的扩链产物的Cole-Cole图呈直线上升,这是由于交联反应使得分子链形成网络结构,结构内部的分子链在整个频率范围内的松弛行为趋于一致。上述结果表明,在连续挤出发泡过程中,添加的扩链剂含量存在上限。因此,通过分析PBAT在不同扩链剂含量改性时的动态流变行为,为后续进行PBAT挤出发泡成型过程提供定量参考信息。
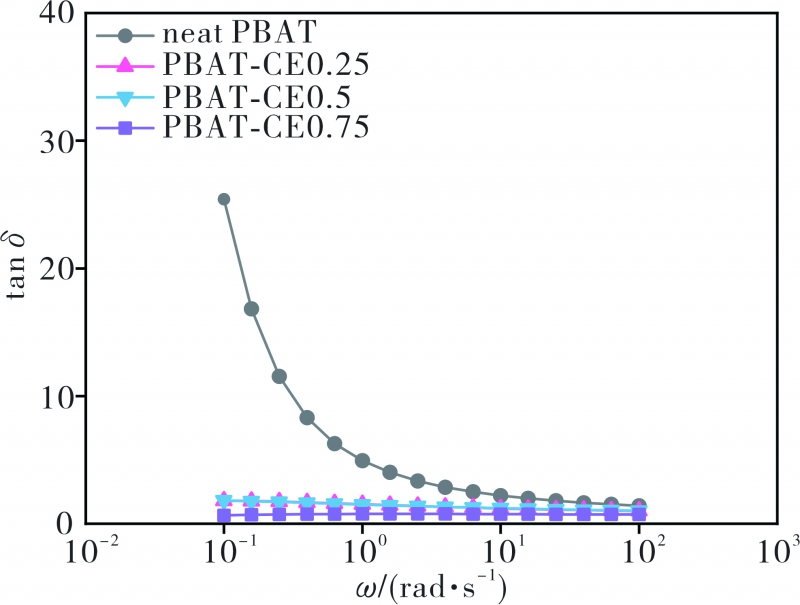
图3扩链改性前后PBAT的损耗因子tanδ的频率依赖性

图4扩链改性前后PBAT的Cole-Cole图
2.2结晶行为
在挤出发泡过程中,熔体/气体混合体系在口模处共挤出的过程中会同时经历剧烈的压力和温度降低。其中,压力是泡孔生长过程的主要影响因素之一,而温度是泡孔稳定过程的主要影响因素之一。在压力和温度骤降的过程中,聚合物基体的结晶温度和结晶速度很大程度上影响了泡孔成型和稳定过程。通过DSC测试扩链剂对PBAT的降温结晶行为的影响。图5为扩链改性PBAT的降温曲线。从图5可见,由于扩链剂可以充当异相成核剂提高晶体成核效率,扩链改性使得PBAT的结晶温度Tc增加超过30℃,这意味着扩链改性PBAT在挤出口模冷却的过程中会更早开始结晶。由于结晶可以充当物理交联点并使得体系强度快速提高,这有利于限制气体的快速逃逸以及泡孔结构的稳定。扩链改性后PBAT的结晶温度随扩链剂含量的增加未发生明显变化。
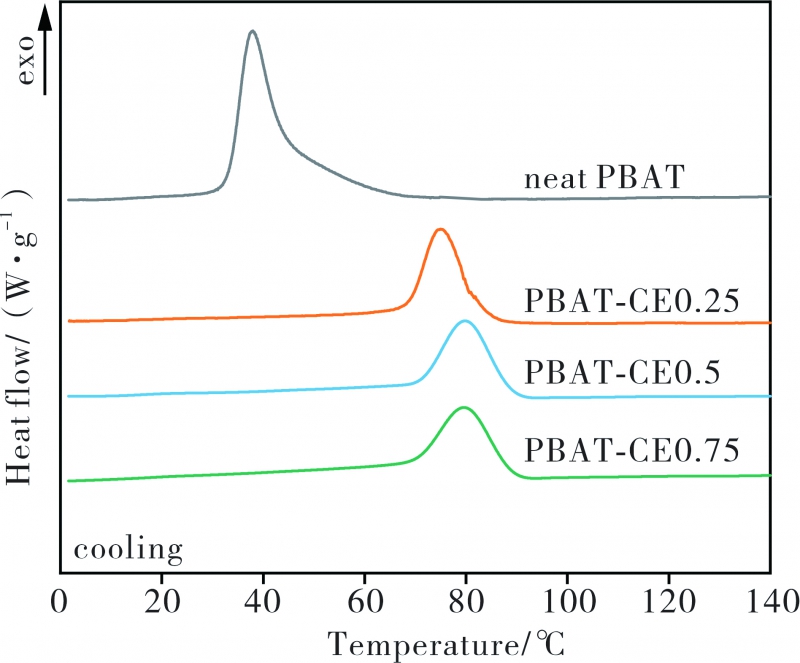
图5扩链改性对PBAT结晶行为的影响
2.3挤出发泡行为
挤出发泡是一种可连续加工的发泡工艺,通过口模结构的设计可以得到膜、纤维、网套等不同形态的发泡材料。本研究为制备轻量化的发泡网套成品,要求样品的发泡倍率足够高,这需要PBAT具有足够的熔体强度来支撑泡孔的生长以及较快的结晶速率来实现泡孔定型。此外,在连续的挤出发泡过程中,要求基体强度足以支撑牵引辊的牵伸作用而不在挤出模头处发生宏观的熔体破裂,同时基体的熔体强度不能过高以使挤出机内换网器的压力维持稳定。因此,需要在聚合物基体的发泡性能与加工性能相互平衡的同时,制备出形貌与性能良好的网套成品。
为讨论扩链改性对PBAT挤出发泡成型过程的影响,在相同的加工工艺下制备了具有不同扩链剂含量的PBAT网套。其中,网套的加工温度区间分别为130℃(加料区)-180℃-180℃(进气口)-145℃-110℃-110℃-115℃(换网器)-115℃(模头),进气压力约为18MPa。扩链改性对PBAT网套的宏观形貌和膨胀倍率的影响如图6所示。从图6可见,未经扩链修饰PBAT网套的膨胀倍率达到37倍,但过高的膨胀倍率导致发泡藤条间发生大面积粘结,这使得该网套成品无法满足在实际使用过程中易于横向剥离延展的基本要求。相比之下,适当的扩链修饰(扩链剂质量分数0.25%)可以限制泡孔发生过度的自由膨胀,这有利于抑制藤条之间发生大面积粘结。经过扩链修饰后PBAT的结晶温度快速提高,这有利于熔体更快地冷却结晶以稳定泡孔结构。而扩链剂含量较高时(质量分数0.5%),网套成品的膨胀倍率发生快速下降,密度约为0.13g·cm−3,此时网套成品基本不具备经济价值。当扩链剂含量过高(质量分数0.75%)时,PBAT发生明显的凝胶化而几乎不具有流动能力,因而无法制备相应的成型样品。
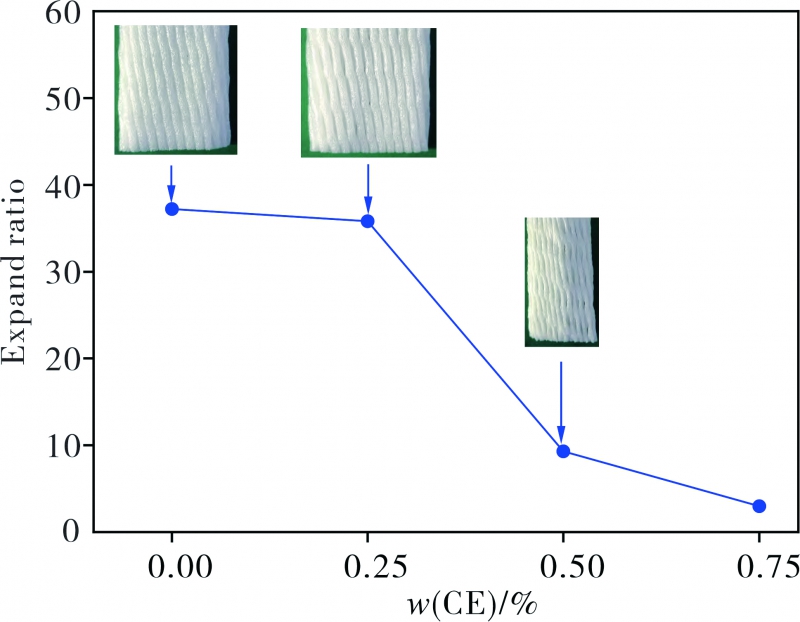
图6扩链改性对PBAT网套的宏观形貌和膨胀倍率的影响
为探索扩链改性对PBAT挤出发泡成型窗口的影响,对扩链改性PBAT在105—120℃(模头温度)时所制备成品的膨胀倍率进行测试,结果如图7所示。从图7可见,当模头温度逐渐降低时,由于分子链运动能力逐渐降低,网套样品的膨胀倍率也逐渐降低。与此同时,由于扩链改性限制了PBAT分子链的松弛行为并致使链网络发生凝胶化转变,网套藤条的单丝直径和膨胀倍率均随扩链剂含量增加而逐渐降低。当扩链剂质量分数达到0.75%时,PBAT熔体在模头处挤出牵伸的过程中出现明显的纤维化,同时伴随着高压流体的快速逃逸,网套无法成型。当PBAT-CE0.5在温度低于110℃和PBAT-CE0.75在温度低于115℃时,由于模头温度的进一步降低导致熔体流动性过低,导致挤出发泡机由于成型压力过高而停机,因此未获得样品在该条件下的有效膨胀倍率数据。基于上述结果,为制备兼具经济价值(高倍率/低密度)和实用性能的网套成品,选择扩链剂质量分数为0.25%和模头温度在115℃时制备得到的网套成品进一步对其微观形貌和横向延展性进行表征。
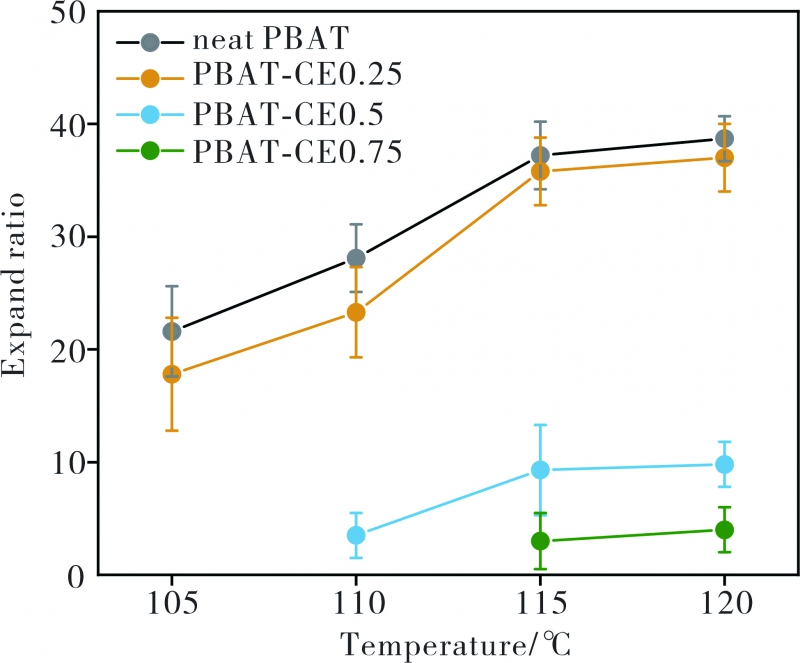
图7扩链改性PBAT在不同成型温度的膨胀倍率
网套的横向延展性是其在实际使用过程中重要指标之一。图8为网套的横向延展过程。纯PBAT、PBAT-CE0.25和PBAT-CE0.5网套样品的横向断裂伸长率分别为100%、630%和430%。由于膨胀倍率较高(约为37倍)导致藤条间粘结过于紧密,纯PBAT网套几乎不具有大尺度横向延展的能力,在拉伸应变为90%时便出现局部的藤条撕裂现象。相比之下,由于膨胀倍率有所降低,PBAT-CE0.25网套样品的藤条间粘结作用减弱,其在横向拉伸过程表现出梯状的弹性延展行为,断裂伸长率超过600%。然而,随着扩链剂含量的继续提高,PBAT-CE0.5网套样品的横向断裂伸长率开始降低,这是因为扩链改性诱导的熔体强度提高限制了泡孔膨胀,使得藤条间的粘结作用进一步下降,断裂伸长率仅为430%。因此,当扩链剂质量分数为0.25%,模头温度为115℃时制备得到的PBAT网套样品兼具优异的使用性能及经济价值。图9为PBAT-CE0.25网套样品单根藤条的泡孔结构。从图9可见,网套内部的泡孔直径为(400±50)μm,且泡孔分布均匀。
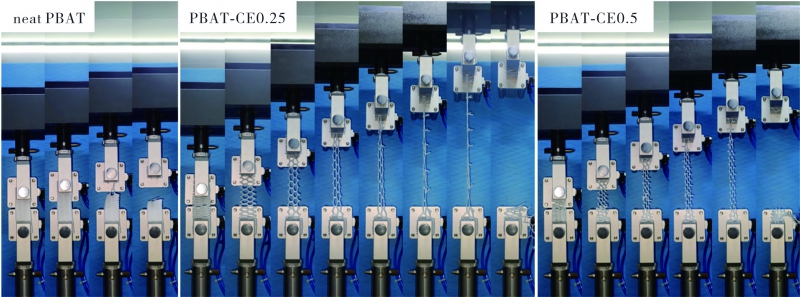
图8扩链改性前后的PBAT网套的横向延展性
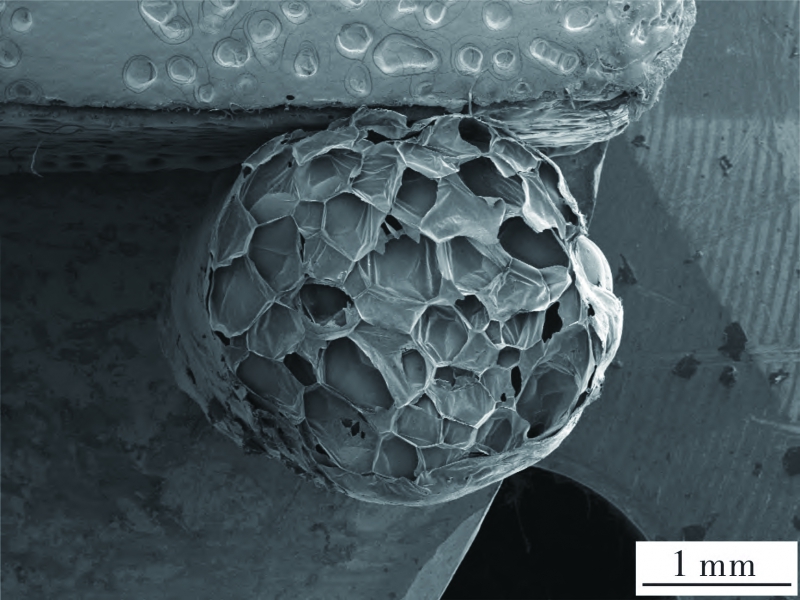
图9 PBAT网套的微观形貌
3.结论
采用扩链剂对PBAT分子链进行扩链修饰,并讨论了扩链改性对PBAT流变行为、结晶行为以及挤出发泡成型过程的影响。结果表明,扩链改性使得PBAT基体模量逐渐增加并诱导PBAT链网络逐渐发生凝胶化,同时,扩链改性使得PBAT的结晶温度升高超过30℃。因此,适当的扩链改性提高了PBAT基体阻止气体快速逃逸的能力以及增强了PBAT挤出发泡过程中的泡孔定型的能力。挤出发泡成型实验结果表明,当扩链剂质量分数为0.25%、加工温度分别为130℃(加料区)-180℃-180℃(进气口)-145℃-110℃-110℃-115℃(换网器)-115℃(模头)、进气压力约为18MPa时,PBAT网套可以被成功制备。并且,网套的密度为0.03g·cm−3,发泡倍率φ约为36倍,横向拉伸断裂应变超过600%,具备实际使用价值。
参考文献:
[1] YAO S, GUO T, LIU T, et al. Good extrusion foaming performance of long-chain branched PET induced by its enhanced crystallization property[J].Journal of Applied Polymer Science,2020,137(41):e49268.
[2] WAN C, SUN G, GAO F, et al. Effect of phase compatibility on the foaming behavior of LDPE/HDPE and LDPE/PP blends with subcritical CO2 as the blowing agent[J]. The Journal of Supercritical Fluids,2017,120:421-431.
[3] KELLY C A, MURPHY S H, HILLERSTRÖM A,et al. Production of biodegradable foams using supercritical CO2[J]. Polymer-Plastics Technology and Engineering,2014,53(11):1169-1177.
[4] TIAN H L, WANG Z P, JIA S L, et al.Biodegradable foaming material of poly (butylene adipate-co-terephthalate) (PBAT)/poly (propylene carbonate)(PPC)[J]. Chinese Journal of Polymer Science,2022,40(2):208-219.
[5] 焦洋,王龙震,蔡卓瑞,等 . 高发泡倍率PBAT泡沫的制备及 回弹性能的探究[J]. 中国塑料 ,2023,37(9):19-27.
[6] 周锦,南婧文,黄文健,等 .PLA/PBAT 拓扑扩链体系的发泡性能[J].工程塑料应用,2023,51(4):29-35.
[7] 王杰,王泽云,辛德华,等 .PBAT 改性及其发泡材料的研究进展[J].高分子通报,2023,36(2):191-199.
[8] 陈壮鑫,雷彩红,薛南翔,等 . 发泡工艺对 PLA/PBAT复合材料发泡结构的影响[J]. 塑料 ,2022,51(5):102-107.
[9] 陈豪,吴志强,姜启运,等 . 聚乳酸/聚己二酸对苯二甲酸丁二醇酯共混发泡材料的制备及性能研究[J]. 中国塑料,2023,37(7):1-8.
[10] 欧萱乐,陈壮鑫,董智贤,等 . 发泡工艺对PBAT泡沫结构和压缩性能的影响[J]. 塑料工业,2021,49(10):28-32.
[11] 宋敬思,王贤增,周洪福,等 .PBAT的扩链反应及其微孔发 泡行为研究[J]. 中国塑料 ,2018,32(11):42-48.
[12] 卢波,周洪福,季君晖,等 . 聚己二酸-对苯二甲酸丁二
酯泡沫塑料的制备[J].合成树脂及塑料,2018,35(1):10-14.
[13] 冀峰,龚炜华,张艳,等 . 超临界二氧化碳釜压发泡法制备生物可降解 PBAT 发 泡 颗 粒[J]. 中国塑料 ,2022,36(5):122-126.
[14] 赵悦,张殿奇,温时宝,等 .PBAT/PLA复合材料的微孔发泡性能[J].塑料,2019,48(4):44-48.
[15] 谢茂卿,杜俊威,张世豪,等 . 超临界 CO2辅助聚己二酸对苯二甲酸丁二醇酯/聚乳酸珠粒发泡[J]. 高分子材料科学与工程,2022,38(8):66-74.
[16] 孙苗苗,尹甜,蒋志魁,等 .PBAT/PGA共混材料制备及其发 泡行为研究[J]. 塑料科技 ,2022,50(12):59-62.
[17] SHI H, ZHU Y, JU Q, et al. Enhanced properties of
starch based foams with modified starch/polyester blend as masterbatch[J]. Journal of Applied Polymer Science,2022,139(39): e52951.
[18] STANDAU T, CASTELLON S M, DELAVOIE A, et al. Effects of chemical modifications on the rheological and the expansion behavior of polylactide (PLA) in foam extrusion[J]. E-Polymers,2019,19(1):297-304.
[19] BAUMGAERTEL M, SCHAUSBERGER A,WINTER H H. The relaxation of polymers with linear flexible chains of uniform length[J]. Rheologica Acta,1990,29(5):400-408.
[20] 郑强 .高分子流变学[M]. 北京:科学出版社,2020
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













