









包璐璐
(国家能源集团新疆化工有限公司,新疆乌鲁木齐831400)
摘要:对高熔薄壁注塑聚丙烯专用料的工艺生产方法和工艺技术进行介绍,同时结合生产装置现有的Innovene气相工艺,重点对聚合反应系统温度、压力和MFR调整等进行分析,对挤压机节流阀开度、筒体温度、模板温度和切粒水温等关键工艺参数进行合理优化设置,为高熔薄壁注塑聚丙烯专用料在煤制烯烃领域的工业开发提供一定的参考价值。
关键词:聚丙烯;Innovene气相工艺;挤压机;氢调法
引言
高熔薄壁注塑聚丙烯因具有环保价优、美观实用等特点正逐渐成为食品包装领域的主力产品。作为高附加值塑料制品,国外大型生产牌号原料进口价格高,因此,国内薄壁制品生产商期望有更多的专用料替代进口料。目前,中石化、中石油等大企业最先致力于快速注塑薄壁制品聚丙烯专用料的研发,涌现出H9018、HPP1850、S980、HP648U等性能良好的专用料,国内某大型煤制烯烃企业采用Innovene气相工艺法,尝试研发出性能优异的高熔薄壁注塑聚丙烯专用料,公司结合研发经验,对Innovene气相工艺中的生产条件、参数、挤压造粒系统等进行调整和优化,确保专用料成功开发并稳定实现工业化生产。
1 工艺生产方法
专用料要求具有高熔指、高模量等性能,生产难度相对较大,大部分企业通过氢调法、降解法或研发新型催化剂结合氢调法等方法实现各项性能的要求。[1]过氧化物降解法是在聚丙烯其他性能基本不变的前提下,明显提高熔融指数。但是这种方法并不适用于薄壁制品聚丙烯的生产,原因是分子量分布较窄,专用料韧性高,刚性较差,加工时容易产生拉丝现象。过氧化物残留物由于存在氧化自由基,短时间内会引起制品氧化发黄、发脆,而且降解剂在制品中若被激活,会挥发出小分子物质,产生难闻气味,无法应用于食品包装领域。另外,国外basell、道达尔等公司先后开发出新型催化剂,如二醚类催化剂MC-126和MC-127等,这类催化剂对氢气非常敏感,合成的聚合物等规度高、结晶度高,刚性良好,但生产工艺难度大,不易控制,且牌号切换时产生过渡料多。氢调法[2]是通过控制聚合装置中液相、气相反应釜氢气与丙烯摩尔比(H2/C3=),最终将熔融指数(MFR)控制在目标值,MFR对氢气非常敏感,少量的氢气可以使熔融指数得到提高,这种方法不仅可以降低生产成本,而且生产中对环境无污染,所得的制品不会产生气味,更适宜用作食品包装领域,所以采用氢调法生产薄壁制品聚丙烯专用料是一种经济环保的生产方法。
2 Innovene气相生产工艺简介
对于快速注塑薄壁制品聚丙烯专用料的研发和生产,目前采用的生产工艺技术主要有三井油化的Hypol本体-气相组合工艺、格雷斯的Unipol气相工艺、巴塞尔的Spheripol本体-气相组合工艺、国产化第二代环管法工艺、Innovene气相等。其中,Hypol工艺、Spheripol工艺均为液相聚合,反应控制较稳,不易出现局部热点,但氢气与液相丙烯相容性差,需分区加入氢气,这样明显增加了聚合物停留时间。Unipol气相工艺反应控制存在较大难度,氢气浓度高,易造成反应结块。Innovene气相工艺技术具有流程短、能耗低、生产的产品牌号范围宽等优点,其聚合系统采用气相带搅拌器的卧式反应器,结构设计独特,接近活塞流,产品牌号转换比全混釜式或流化床式反应器快,过渡料少;Innovene气相工艺由主催化剂TIC1₄、载于MgCI₂上的内部改性剂二正丁基钦酸醋(DNBP)、助催化剂三乙基铝以及硅烷外部改性剂等组成,活性和选择性较高;挤压造粒单元具有操作简易、牌号切换快速、生产的粒料质量均匀等优点。另外,整个生产系统采用Honneywell的DCS控制系统,从催化剂进料、聚合反应、挤压造粒都处于精确的调控,确保了整个系统稳定生产。
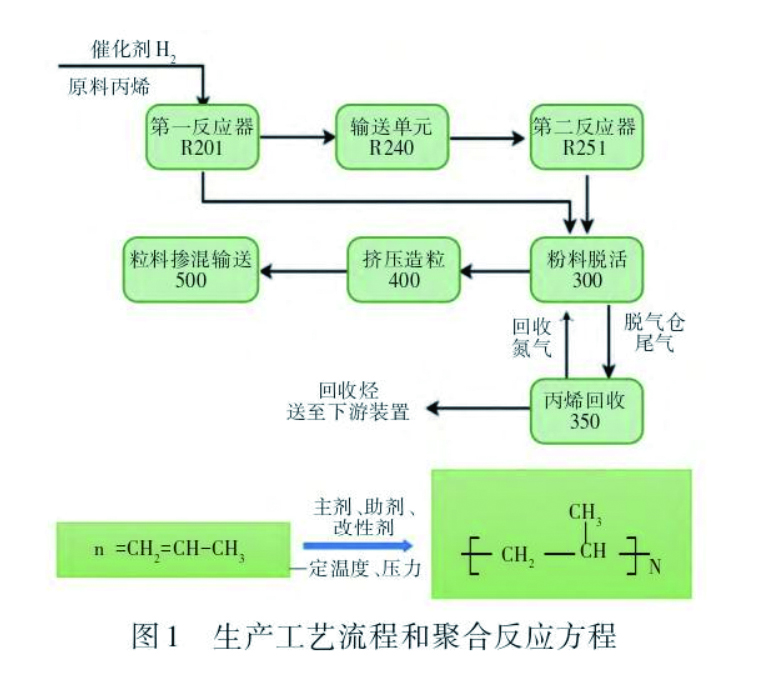
国内某煤制烯烃企业在PP生产装置上采用INEOS的Innovene气相聚合工艺,精制气相丙烯(携带氢气)、液相丙烯为聚合单体,在主催化剂、助催化剂和改性剂作用下,进行聚合反应,其聚合机理是目前公认的划分为活化反应、形成活性中心、链引发、链增长及链终止阶段。聚合反应速率:Rp=Kp[C*][M]。
式中Rp为反应速率,Kp为聚合反应速率常数,[C*]为活性中心浓度,[M]为丙烯单体浓度。从式中可以看出,聚合反应速率与反应速率常数、活性中心浓度以及丙烯单体浓度成正比,一般随着聚合反应时间的增加,先增加,后衰减,最终达到稳定,在该装置工业化生产时,反应速率主要取决于催化剂的进料量。
该生产装置在单台反应器运行时,以稳定流速聚合产生的PP粉料从第一反应器R201直接送至300单元进行粉料脱活和脱挥发;双台反应器串联运行时,粉料先靠压力作用至输送系统240单元,紧接着再送至R-251继续聚合反应。最终粉料经300单元脱活和脱挥发后,在400单元添加复配剂混合、熔融、挤压造粒,粒料经500单元掺混后输送至界区外的包装料仓贮存。同时,300单元顶部脱气仓输送的丙烯尾气,经350单元膜回收系统分离为富氮、富烃组分,富烃组分送至界区外的下游装置进一步回收再利用,富氮组分气体返回至脱气仓,循环再利用,如图1所示。
3 主要工艺条件和工艺参数调整优化
3.1 反应器温度控制
2台聚合反应器的温度是通过急冷液的加入量来控制。每台反应器分成5个小区,每个小区有3个温度测点,其输出值控制急冷液的加入量,从而达到控制温度的目的。作用原理是当急冷液进入反应器时,不仅为反应器聚合提供所需原料,还会起到冷却作用,通常急冷液汽化,吸走大部分聚合反应释放的热量,使得床层冷却。在聚合反应过程中,温度影响比较大,催化剂活性随着反应温度的升高而升高。在一定范围内反应温度的升高会提升等规度,但是过高的反应温度会使聚合物形成熔块,这些熔块会堵塞反应器出料口而迫使反应器停车,急冷液过量则将粉料床“变湿”,抑制了粉末的混合与流动性。因此,Innovene工艺聚合反应温度一般控制在55℃~80℃。在快速注塑薄壁制品聚丙烯专用料开发过程中,由于低熔融指数向高熔融指数牌号的切换,且MFR跨度大,为避免温度升高发生“爆聚”事故,在建立聚合负荷的过程中,需缓慢调整催化剂的加入量。若反应区温度出现持续上升情况,则将反应器急冷液控制阀手动控制,使温度稳定;如果温度上升太快,则立即注入O2/N2抑制剂,抑制反应。
3.2 反应器压力的控制
2台聚合反应器的压力是通过换热器丙烯冷凝部分的相对量控制,当反应器压力有上升趋势时,换热器壳程冷却水回流阀开大以降低换热器入口的冷却水温度,提高反应器尾气冷凝速率,从而使反应器压力下降。反应器压力控制在2.2MPa~2.5MPa。在专用料的开发过程中,如果压力出现异常,首先断开反应器压力串级控制,调整换热器冷却水回流量,使压力稳定,同时适当降低催化剂加入量,降低生产负荷;如果反应器压力过高,则注入抑制剂,抑制反应活性。
3.3 熔体流动速率(MFR)的控制及优化
对于这种高熔指聚合物,通过改变反应器尾气中的氢气丙烯摩尔比(H2/C3=)准确调节MFR,其作用机理是在链终止阶段,氢气作为链转移剂控制PP相对分子质量,分子链分别与单体、助剂以及氢气发生终止反应,氢气分子在中心插入,在链末端形成一个甲基,链终止是其中最有效的反应,以此调节聚丙烯分子量,进而控制专用料的熔体流动速率(MFR)。
在聚合反应过程中,随着氢气浓度的增大,聚合物链终止的反应就越容易发生,熔体流动速率(MFR)就越大,流动性能越好。但是,随着氢气浓度的提升,聚合物活性链的氢转移反应会促使催化剂活性相应提高,聚合反应加剧[3],对于气相Innovene卧式反应器,更容易引起温度、压力和MFR波动,还会引起反应器内粉料结块的现象。若生产的专用料各批次MFR相差较大,掺混在一起进行加工,容易出现“鱼眼”,严重影响加功性能。因此,在聚合反应中必须保证熔融指数稳定、可控,严格按设计值进行生产控制,保证专用料质量和后期良好的加工性能。针对以上专用料MFR控制难点,在试生产前要确保来自上游装置的丙烯、氢气等原料供应稳定,原料指标合格;聚合反应由单反应器切换为双反应器运行,避免挤压系统因攒料需求造成不必要的停机现象;外部改性剂由DIBDMS更换为氢调性能优异的四乙氧基硅烷(TEOS),确保在正常的氢气浓度下,链终止反应速率加大。同时,有效避免了氢气在反应器顶部的大量富集,造成生产中温度、压力的波动现象。与通用料相比,两反应器气相组份中氢气浓度比较高,由于氢气分子量小不能被冷凝,若2台换热器管程存在泄漏风险,则会在生产中造成安全隐患,所以生产时密切关注换热器壳程循环水的水样分析、温度和流量变化,确保反应器压力、温度平稳。
3.4 挤压造粒系统的控制及优化
由于专用料MFR是普通用料的20多倍,熔体流动速率快,对主电机功率、熔体压力、切粒水的温度有很大影响。如MFR升高后,熔体流动性变好,主电机的扭矩会随之降低,造粒机参数不做适当调整,熔体混炼效果会下降,严重时造粒机模头会出现不熔料,堵塞模孔。另外,熔体的流动属于黏性流体流动,结合流体动力学方程可知Q=K×△Plu(Q为流量、K为常数,与螺杆的尺寸结构有关,△P为压差,△P为熔体黏度),在流量一定时,随着MFR的升高,熔体黏度减小,则熔体压差相应减小,影响切粒效果。因此,在专用料生产时,为避免挤出造粒机出现缠刀、灌肠现象,挤压造粒系统应做以下优化调整:①适当关小节流阀的开度,使复配剂与聚合物混合均匀,增加熔体混炼效果,减少不熔料的产生;②调节挤压机筒体温度和模板温度,确保切粒效果正常;③生产期间熔融指数较高,挤压机熔融泵轴密封处可能会出现泄漏情况,根据泄漏情况及时调整冷却水温度、适当降低熔融泵轴冷却油温度。
4 结论
(1)通过对国内外同行企业关于专用料开发的调研,在煤制烯烃领域现有的PP生产装置上,采用In-novene气相工艺法,以氢调法为技术路线,选用氢调性能良好的TEOS改性剂用来开发快速注塑薄壁制品聚丙烯。
(2)详细分析了生产装置Innovene气相工艺生产的特点以及工艺流程等,同时结合专用料特殊性能要求,对聚合反应系统温度、压力以及MFR调整进行合理优化设置。
(3)高熔指专用料的开发和生产对于造粒挤压系统的平稳运行是一大考验,通过分析,对挤压机节流阀开度、筒体、模板、筒体热油以及切粒水温等关键工艺参数进行合理调整,确保高熔薄壁注塑聚丙烯专用料开发生产的顺利实施。
参考文献:
[1]ZEBARJAD SM,SAJADI SA,TAHANI M.Modification of fracture toughness of isotactic polypropylene with a combina- tion of epr and caco 3 particles[J].Journal of Materials Process- ing Tech,2005,175(1):446-451.
[2]洪定一.聚丙烯一原理、工艺与技术[M]. 北京:中国石化出版社, 2005.
[3]ZOKAEI S,M L K R,BAGHERI R.Study of scratch resis- tance in homo-and co-polypropylene filled with nanometric calcium carbonate[J].Materials Science &Engineering A,2006, 445:526-536.
[4]李娜,王晓峰,董奇,等.氢气对负载型Z-N 高效催化剂的乙烯- 丙烯共聚产物链结构影响[J]. 高分子学报,2006(4):632-635.
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













