









王叶,刘义
(国能新疆化工有限公司,乌鲁木齐831404)
摘要:采用不同注塑成型方式对聚丙烯透明料雾度测试试样进行了制备,针对聚丙烯透明料雾度有影响的关键因素注塑压力、注塑速度、熔体温度、保压压力等进行了实验探究,确定了雾度试样制备最佳工艺参数为:注塑压力55.52MPa、注射速率40mm/s、熔体温度200℃、模具温度40℃、保压压力48.58MPa。
关键词:聚丙烯透明料;注塑;工艺参数;雾度
前言
聚丙烯属于部分结晶树脂,在通常的加工条件下由于其结晶性使得制品的透明性和光泽性较差,外观缺少美感,因而其在许多应用领域具有一定局限性。而聚丙烯经过增透改性后会大大提高透明性和光泽度,不仅可以保持其原有的优异性能,更兼具如聚碳酸酯(PC)、聚苯乙烯(PS)、聚对苯二甲酸乙二醇酯(PET)等透明材料的特性,因而广泛应用于对透明性要求高的医用注射器、食品容器、文具、薄膜、盒、瓶、杯、家用储藏罐、包装等[1-3]。
注塑级透明聚丙烯因其具有优异的透明度、光泽度和耐热性,同时具备良好的加工性,在国内外得到迅速的发展。目前随着国内消费升级,透明聚丙烯下游加工企业对原材料的需求日益多样化。为进一步提升产品质量和品质满足人民日益增长的美好生活需要,加工企业对聚丙烯产品的应用定位要求也越来越高。生产品质优良的注塑级透明聚丙烯成为原料生产企业争先研发的重点。
聚丙烯制品透明性的优劣除受树脂本身分子结构及透明成核剂的影响外,还受注塑成型工艺条件的影响。经研究发现,采用不同的注塑工艺参数制备的测试试样,其雾度测试结果有明显的差异。因此,研究并优化雾度试样的制备工艺参数对聚丙烯透明料雾度测试具有重要意义。
1实验部分
1.1主要原料
聚丙烯无规透明专用料,K4826,新疆某公司生产。
1.2实验设备及仪器
注塑成型机,victory200,奥地利恩格尔公司;
雾度测试仪,EEL570,英国DIFFUSION公司;厚度规,C112XBS,日本Mitutoyo公司;
X射线衍射仪(XRD),D8Advance,德国Bruker公司;
偏光显微镜(PLM),BX-53,日本Olympus公司。
1.3样品制备
按照GB/T2546.2—2022《塑料聚丙烯(PP)模塑和挤出材料第2部分:试样制备和性能测定》[4]和GB/T17037.3—2003《塑料热塑性塑料材料注塑试样的制备第3部分小方试片》[5]的要求制备D1型试试样,尺寸为60mm×60mm×1mm。试样制备前利用待制备专用料对注塑机进行充分置换,置换合格后舍弃前10个样条,然后收集符合标准要求的试样。试样要求无毛边、气泡、波浪纹、熔接线等,注塑样片实物图见图1。
1.4雾度测试方法
试样测试前利用雾度值为0.9%、4.5%、9.1%、15.5%、24.8%标准板对仪器进行标定,仪器标定合格后,依据GB/T2410—2008《透明塑料透光率和雾度的测定》[6]对待测试样进行雾度测试。
1.5性能测试与结构表征
XRD测试:电压40kV,电流40mA,Cu靶kal,波长1.5408埃,步长0.02度,每步停留时间0.4s。
偏光显微镜测试:采用反射模式,50倍放大倍率,拍摄结晶形态照片。
2结果与讨论
2.1熔体温度对试样雾度的影响
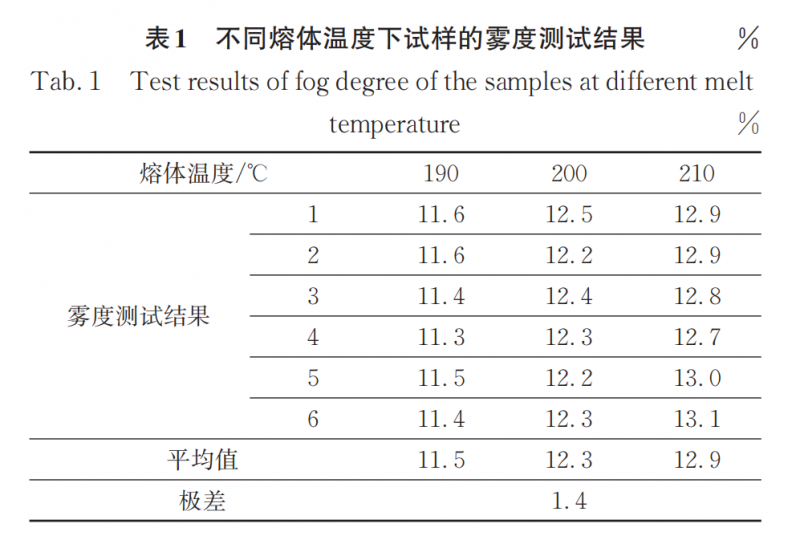
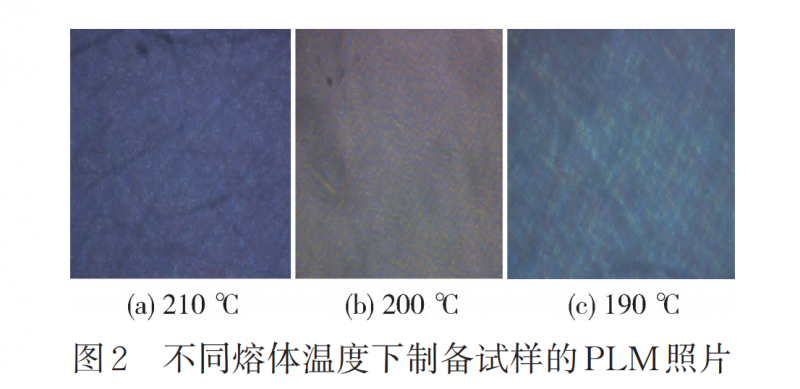
由表1的测试结果可知,熔体温度对试样雾度测试结果有一定的影响。在其他注塑条件都一致的前提下,随着熔体温度的升高,透明聚丙烯制品的雾度随之增大,透明度也随之变差。其原因在于当熔体充模流动时,靠近模具壁的熔体冷却速度较内层熔体冷却更快。随着熔体温度的升高,熔体黏度减小,剪切作用减弱,取向结晶减小,表层厚度减小。同时内层熔体厚度增加,冷却到模温的过程需要的时间更长,冷却时在结晶温度附近停留的时间会更长,使得分子链有足够的时间重新排列从而进入晶格,排列也更加规整,结晶也更为充分,生成的球晶尺寸也更大,210、200、190℃下制备的试样片在偏光显微镜下的测试结果(见图2)表明温度越高球晶尺寸越大,制品结晶度增加,雾度增大。因透明聚丙烯往往加入了透明成核剂以增加其透明性,透明成核剂种类不同其熔点差异也很大,在较低的熔体温度下成核剂未发生熔融,会导致其分散不好,从导致制品的雾度增加[7-8],随着熔体温度的增加,成核剂的分散变得更好,球晶更小更分散,制品雾度随之减小,透明度增加。综合考量下选用200℃作为最佳熔体温度。
2.2注射压力对试样雾度的影响
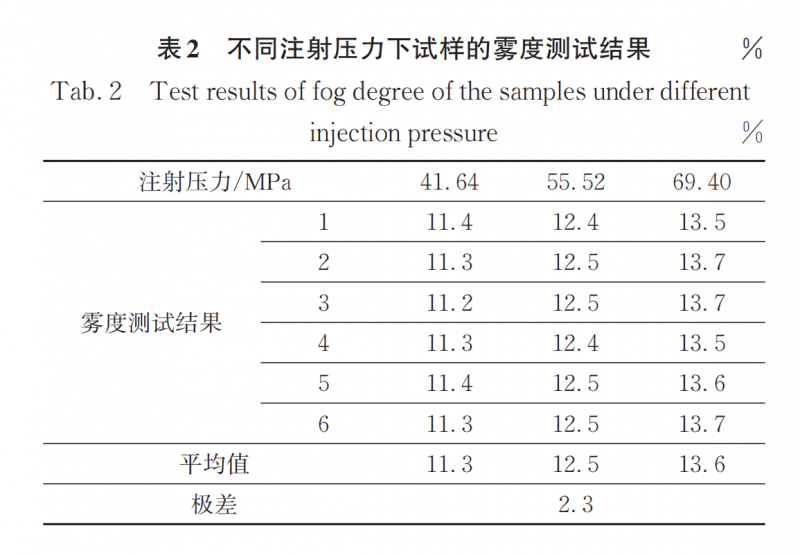
在注射速度不变的情况下,注射压力通常通过改变塑化行程和切换点来控制,由表2的测试结果可知,注射压力对试样雾度具有显著的影响。在其他注塑条件都一致的前提下,随着注射压力的增加,试样雾度随之升高。随着注射压力的增加,使熔体受到的剪切应力增加,在流动方向的分子链取向增加,形成更多的有序区域。另一方面注射压力的增加,模腔内的熔体密度增加,自由体积减小,有利于提高分子链段有序性,链段的有序排列有利于制品的结晶,制品结晶度的增加最终导致试样雾度变大。提高注射压力在一定程度能提高制品的质量,但超过一定限度就会导致制品产生飞边和过多的内应力,甚至会产生烧焦现象;注射压力过低会导致试样表面产生波浪纹和熔接线,影响测试结果的重复性。因此将注射压力控制在合理范围对雾度试样的制备尤其重要,综合考虑选用55.52MPa作为最佳注射压力。
2.3注射速度对试样雾度的影响
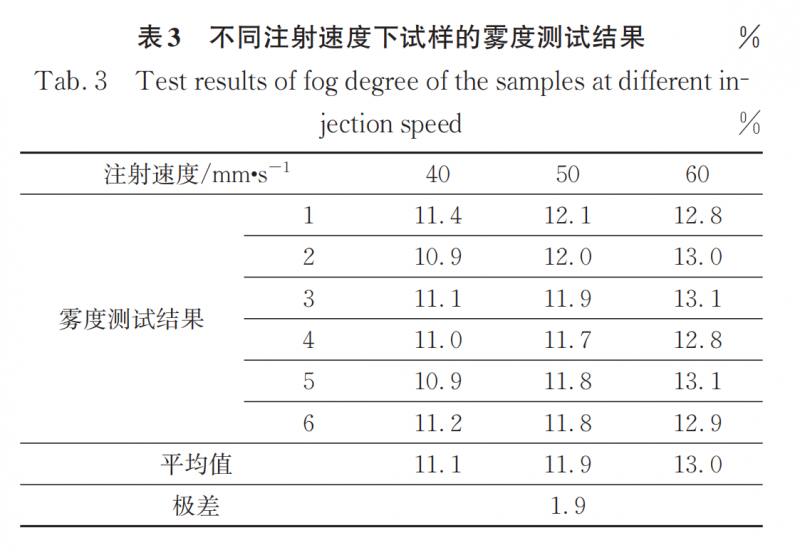
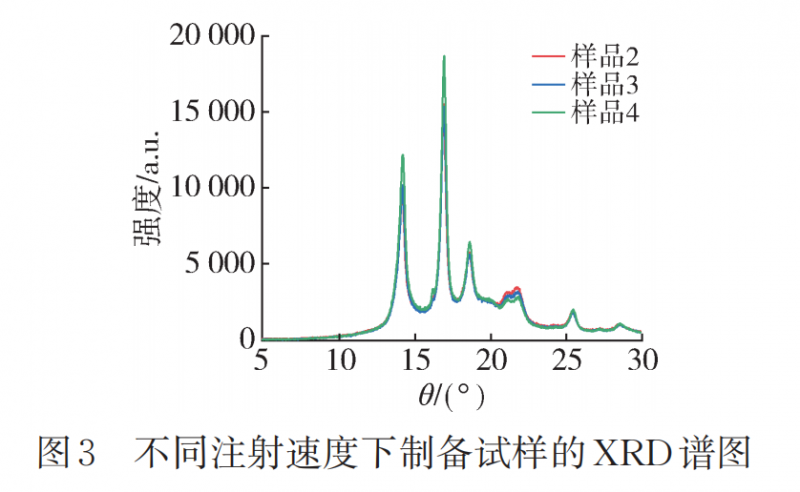
试样的注塑过程在切换点以前以注射速度控制为主,切换点以后以压力控制为主。当注射压力较低时,注射速度随注射压力变化而变化,当注射压力达到一定程度后,注射压力随注射速度变化而变化[9-10]。从表3测试结果可知,注射速度对试样雾度具有显著的影响。在其他注塑条件都一致的前提下,随着注射速度的增加,试样雾度也随着增大。随着注射速度的增加,熔体的剪切作用会增加,剪切作用使得熔体中分子链沿着剪切作用的方向取向,分子链形成具有规则排列结构的区域,从图3(其中样品2、3、4注射速率分别为40、50、60mm/s)可以看出(110)ɑ处,注射速度越大,峰面积越大,晶格面越长,结晶越充分,雾度随之变大。另一方面在充模过程中随着注射速度的增加,制品会出现充模留痕,导致制品雾度变大[11]。因此,选用40mm/s作为最佳注射速度。
2.4模具温度的对试样雾度的影响
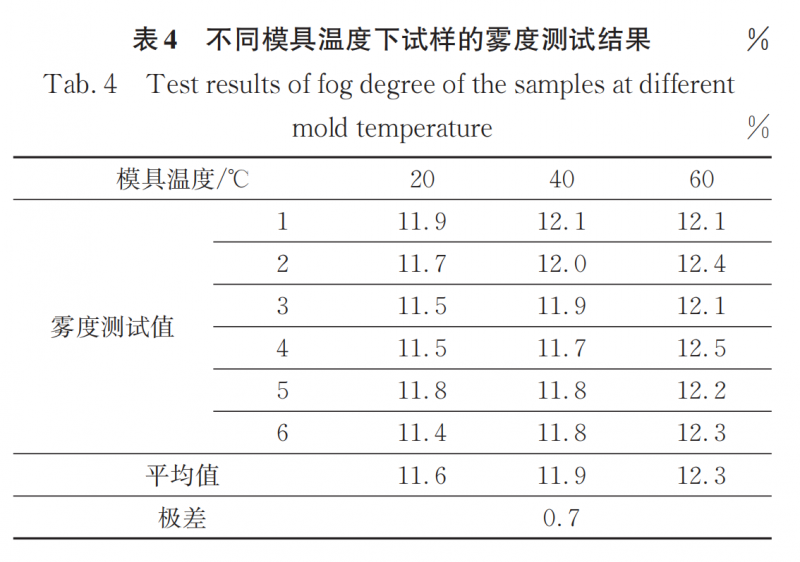
从表4测试结果可知,模具温度对试样雾度具有一定的影响。在其他注塑条件都一致的前提下,随着模具温度的增加,试样雾度也随着升高。这是因为模具温度越低,熔体充模过程中冷却速率越快,制品快速冷却,越不利聚丙烯球晶的生长,结晶度低,雾度越低。当模具温度升高时,制品缓慢冷却,有利于聚丙烯的球晶缓慢生长,结晶度高,雾度越高。另外模具温度低会导致熔体快速冷却,导致保压阶段无法对试样进行更好的填充,导致试样产生外观缺陷,从而导致雾度测试的重复性差[12]。综合考虑后,选用40℃作为最佳模具温度。
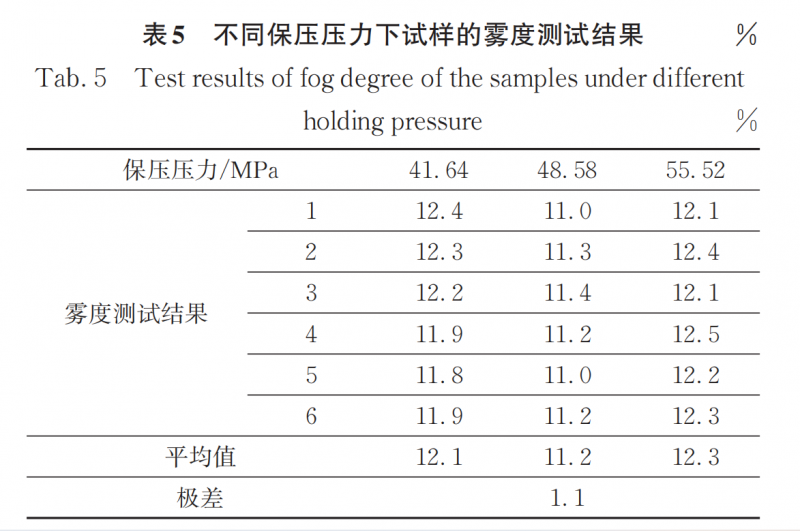
2.5保压压力对试样雾度的影响
保压阶段的主要作用是在试样成型完成后进行补缩,以减少由于温度降低引起的体积效应产生收缩孔等瑕疵。从表5的测试结果可知,保压压力对试样雾度具有一定的影响。在其他注塑条件都一致的前提下,随着保压压力的增加,试样雾度也先降低后升高。当保压压力增大时,熔体会被压得比较实,分子链段的运动会比较困难,生成的球晶尺寸下降,导致雾度下降。但随着保压压力的继续增加,制品内应力增加,成核剂的网格结构受到一定程度的破坏,同时试样厚度增加,因试样厚度与雾度呈正比关系,从而导致试样雾度增高。因此,选用48.58MPa作为最佳保压压力。
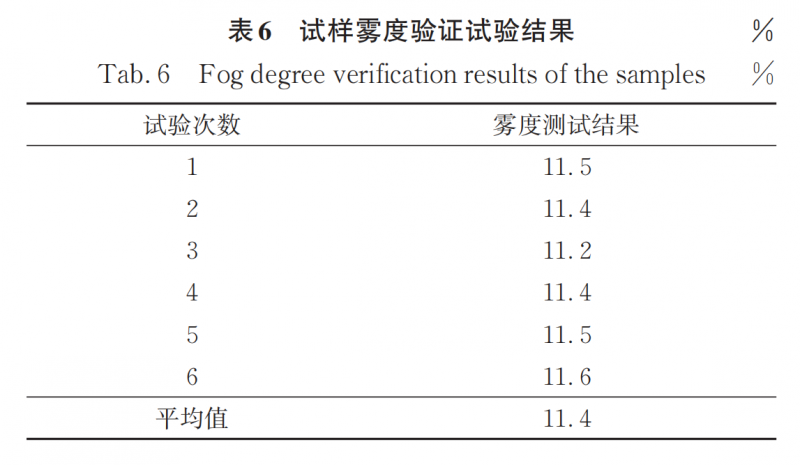
3试样雾度验证试验
在最佳制样参数下,熔体温度为200℃、模具温度为40℃、注射速度为40mm/s、注射压力55.52MPa、保压压力为48.58MPa、保压时间为40s、冷却时间为15s的条件下,对透明料K4826进行雾度试样制备和测试,结果如下表6。
4结论
(1)通过研究表明熔体温度、注射压力、注射速度、保压压力、模具温度对制品雾度有不同程度的影响。注射压力调整产生的雾度变化最大,其次是注塑速率、熔体温度和保压压力,而模具温度的对制品雾度的影响并不显著。
(2)通过注塑工艺优化获得了K4826专用料雾度样片制备的最佳工艺条件为注塑压力55.52MPa、注射速度40mm/s、熔体温度为200℃、模具温度40℃、保压压力48.58MPa。
(2)优化注塑工艺参数可以达到降低聚丙烯雾度的目的,但只能有限范围内降低雾度,要真正降低透明料的雾度还得从透明料生产的催化剂和成核剂配方优选等方面着手。另外,注塑工艺参数优化应在基于国标给定的条件下进行,这样做更加有利于贸易双手数据的比对。
参考文献:
[1]齐姝婧,刘宏吉,刘畅宇,等 .我国透明聚丙烯市场供需分析及发 展趋势[J]. 化学工业,2023,41(02):6-9.
[2]刘 义,王 叶,孙伟,等 .红外光谱法测定聚丙烯中透明成核 剂含量研究[J]. 中国塑料,2022,36(08):115-118.
[3]刘义,孙伟,曲国兴,等 .薄壁注塑透明聚丙烯专用料的结构 与性能分析[J]. 中国塑料,2022,36(07):37-43.
[4]全国塑料标准化技术委员会 . 塑料 聚丙烯(PP)模塑和挤出材料第 2 部分:试样制备和性能测定:GB/T 2546. 2—2022[S]. 北京: 中国标准出版社,2022.
[5]全国塑料标准化技术委员会 . 塑料 热塑性塑料材料注塑试样的制 备 第 3 部分:小方试片:GB/T 17037. 3—2003[S]. 北京:中国标 准出版社,2003.
[6]全国塑料标准化技术委员会 . 透明塑料透光率和雾度的测定: GB/T 2410—2008[S]. 北京:中国标准出版社,2009.
[7]谢雯新,陈萍 . 注塑工艺对透明聚丙烯制品雾度的影响[J]. 塑 料包装,2013,24(3):24-27.
[8]李春雷 .注塑成型条件对无规共聚透明料雾度的影响研究[J]. 中 国煤炭,2022,48(9):127-132.
[9]王超先,陈宏愿,蔡春飞,等 . ISO 294⁃1 注塑试样制备标准的术语 和注塑机操作参数[J]. 塑料工业,2022,50(07):119-124.
[10]王超先,王少鹏,蔡春飞,等 . 注塑试样制备过程中注射速率的设 定方法[J]. 塑料工业,2022,50(08):84-88.
[11]王欣 . 注塑工艺对透明聚丙烯结构性能的影响规律研究[D].兰州:兰州理工大学,2019.
[12]封春艳,黄莉,刘国强,等 . 制样参数对聚丙烯透明料雾度的影 响[J]. 理化检验(物理分册),2020,56(08):16-18,22.
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













