









分模这事,是每个设计的必修课。可是分模时有很多地方,往往因为一些个人习惯,或者一些厂的做事风格,容易出现很多问题。如果等模具都做出来后才发现。Sorry,太晚了,因此,分模前很多东西必须做好预备工作。很多时候,拿到产品就开始画2D,2D结构图最多就表达一下结构,要加工,还得3D上场。画2D时,结构方面的东西能想到,能发现。可一些如碰穿,插穿什么的。就很少能做得全面了。因此,3D分模前,对产品的一些基本的分析检查,能省掉后面不少的麻烦。
下面我们以举例而来说明这个问题。
分模时有很多地方,往往因为一些个人小习惯,或者一些厂的做事风格,容易出现很多问题。
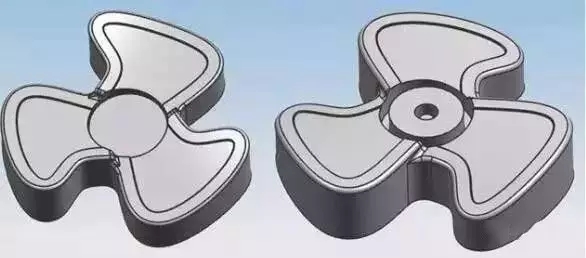
今天以风扇为例讲解其中的技巧:
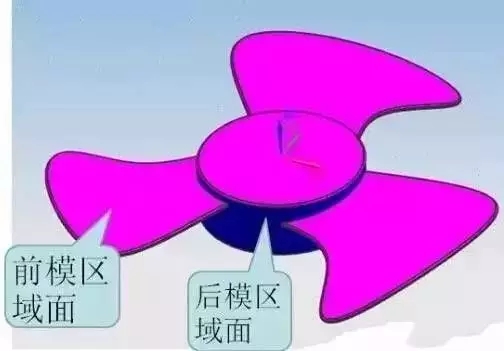
1、通过菜单-形状分析-斜率分析出大概的前后模区域,如下图:
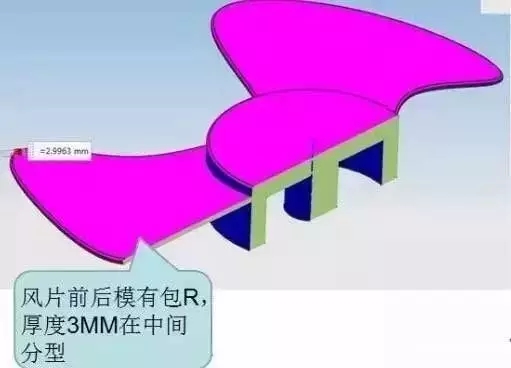
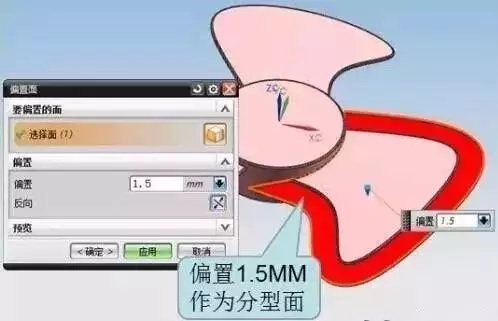
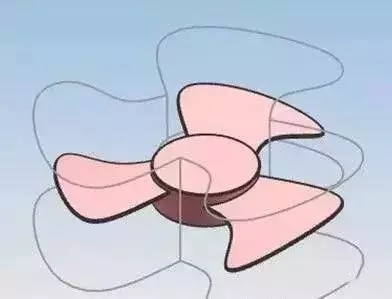
2、风扇的前后模面是两个平行的面,所以分型面以其中一个面偏置即可,如下图

3、以产品为修剪边界把多余的面修剪掉,如下图:
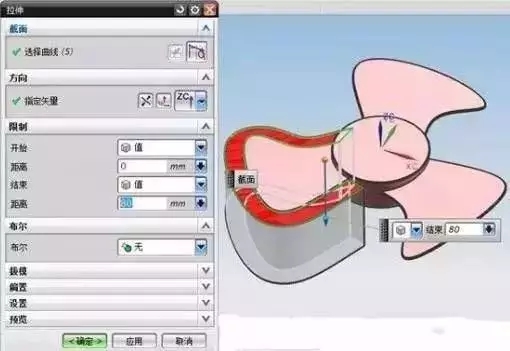
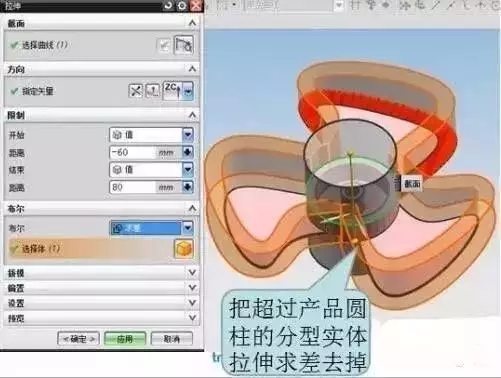
4、以红色分型面拉伸出分型面实体,如下图所示:

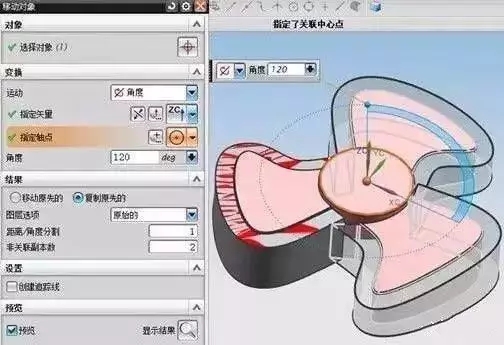
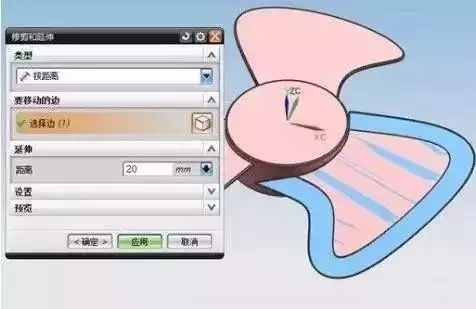
5、用移动对象-角度旋转出另外两个风叶分型实体,如下图:
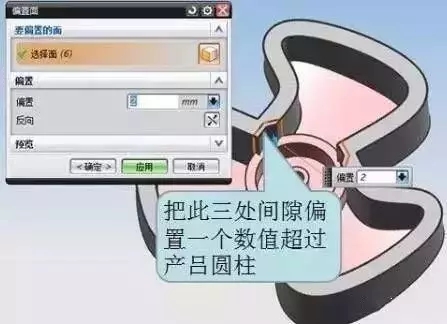
6、以最大外形拉伸一个厚度(需要足够前后模),然后以产品求差:

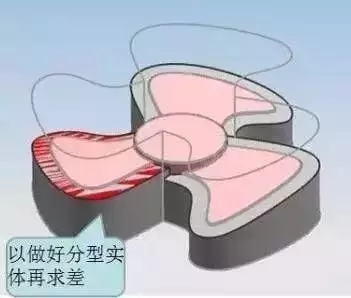
7、用产品求差后,再以做出来的分型实体再求差,如下图:
8、前后模完成如下图:
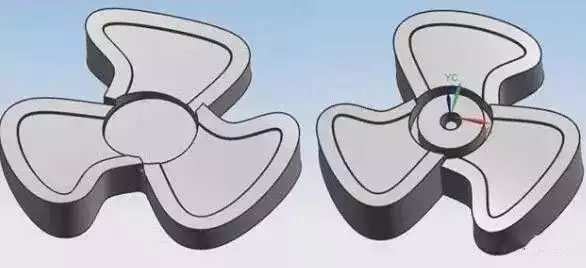
9、过渡处倒角如下图:
选择分模面考虑原则:
1. 塑件质量考虑,
确保塑件尺寸精度
A. 同轴度要求的部份应在公模内成型,若放在公母模内成型,会因合模不准确而难于保证同轴度
B. 选择分模面时,应考虑减小由于脱模斜度造成塑件大小端尺寸差异,若模窝设在公模,会因脱模斜度造成塑件大小端尺寸差异太大,当塑件不允许有较大的脱模斜度时,采用这种结构使脱模困难,若塑件外观无严格要求,可将分模选在塑件中部,它可采用较小的脱模斜度有利于脱模
确保塑件表面要求:分模面尽可能选择在不影响塑件外观的部位以及塑件外观的要求
2. 注射机技术规格考虑:
A. 锁模力考虑:尽可能减少塑件在分模面上的投影面积。当塑件在分型面上的投影面积接近接近于注射机的最大注射面积时,有产生溢料的可能,模具的分模面尺寸在保证不溢料的情况下,应尽可能减少分模面接触面积,以增加分模面的接触压力,防止溢料,并简化分模面的加工
B. 模板间距考虑:分模面的确定要保证公母模开模行程最短
3. 模具结构考虑
A. 尽量简化脱模部件
a. 为便于塑件脱模,应使塑件在开模时尽可能留在公模,只要使塑件与公模的结合力大于塑件与母模的结合力即可,尽可能使塑难看 与母模之间有一定的结合力,而不要把塑件与模具的结合力都放在公模
b. 当塑件的外形简单,但内形有较多的孔或复杂孔时,塑件成型后必然留在模仁上,此时模窝可设在母模上,开模后可用推板顶出塑件,若模窝设在公模上,使脱模困难
c. 当带有金属嵌件时,因为嵌件不会收缩包紧模仁,所以模窝应设在公模,否则开模后塑件留在母模,使脱模困难
d. 若塑件的模仁对称分布时,应迫使塑件留在公模上,采用顶管脱模
e. 若塑件有侧孔时,应尽可能将模仁设在公模部份,避免母模抽芯,否则造成脱模困难
B. 侧抽芯机械考虑
a. 应尽量避免侧抽芯机构,若无法避免侧抽芯,应使抽芯尽量短
b. 由于斜滑块合模时锁紧力较小,对于投影面积较大的大型塑件,可将塑件投影面积大的分模面放在公母模合模的主平面上,而将投影面积较小的分模面作为侧向分模面,否则斜滑块的锁紧机构必须做得很庞大,或由于锁不紧而溢边C. 量方便浇注系统的布置:分模面的确定不妨碍浇注系统的正常开设
D. 便于排气:为了有利于气体的排出,分模面尽可能与料流的末端重合
E. 便于嵌件的安放:当分模面开启后,要有一定的空间安放嵌件
F. 模具总体结构简化,尽量减少分模面的数目,尽量采用平直分型面。还应考虑模具是否便于加工,便于成品取出,还有分模面应尽量选择在产品的棱线上面
4. 模具制造难易性考虑
能确保模具机械加工容易(文章来源网络)
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













