









具体操作步骤
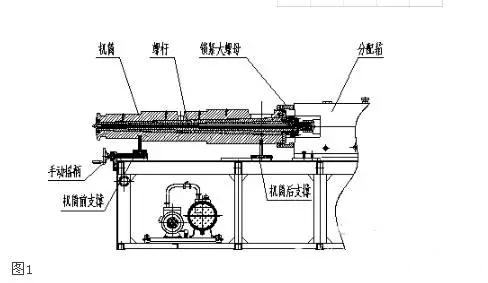
1) 将前后支撑装上机筒后与螺杆(装入机筒)一起放上主机机架,先不装锁紧大螺母,摇动前支撑手动摇柄将机筒向分配箱方向移动看机筒止口与分配箱唇口是否在同一水平高度,初步判断此机筒是否达到加工精度。如图1所示。
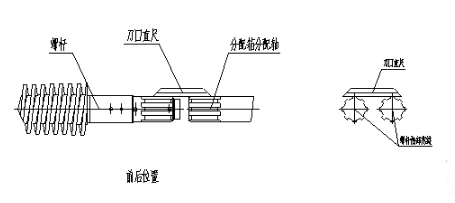
2) 将分配箱内分配轴花键套去掉,用刀口直尺测量螺杆柄部花键与分配轴花键是否平行(前后左右)。在机筒前后支撑处增减铜垫片调节至两花键轴在同一水平位置。如图2所示。
3) 将螺杆花键装入分配箱分配轴花键套中后手动盘动电动机旋转角度后拆掉花键套重复以上测量步骤,直至在任意角度都在同一水平位置(控制在误差范围0.05mm以内)。
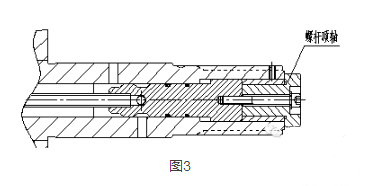
4) 将螺杆顶轴装入螺杆(不加垫片)。如图3所示。
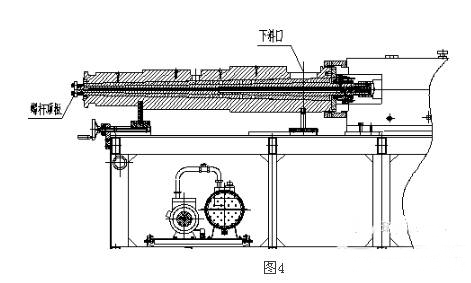
5) 将螺杆花键装入分配箱分配轴花键套中后用螺杆顶板将两根螺杆往分配箱方向推至底部顶死,然后拆下螺杆顶板。如图4所示
6) 将百分表置于机筒小端,把探针头放在一根螺杆头部(例如左螺杆)后把表位调整至零位。
7) 用铜撬棒在下料口将右螺杆顶住在底部(保持螺杆顶轴端面与分配轴端面接触贴合),固定不动。
8) 用铜撬棒将左螺杆往机头方向顶,至不能移动为止,然后在百分表上读出表显数值a1。
9) 用同样的方法将两根螺杆推至分配箱分配轴顶部,顶死左螺杆撬动右螺杆然后在右螺杆头部读出表显数值b1。
10) 手动盘动电动机旋转180度后重复以上步骤读出表显数值a2、b2.。
11) 计算左右螺杆垫片厚度相差值:假使测值a1=1.8mm、a2=2mm、b1=1.6mm、b2=1.8mm
左螺杆平均窜动量:(a1+a2)/2=(1.8+2)/2=1.9mm
右螺杆平均窜动量:(b1+b2)/2=(1.6+1.8)/2=1.7mm
左右螺杆垫片厚度相差值:1.9-1.7=0.2mm。则表示左螺杆在加垫片时要比右螺杆多加0.1mm厚度。
12) 测量机筒螺杆总间隙:将左右两根螺杆(未装垫片)往分配箱方向推至底部顶死, 将百分表置于机筒小端,把探针头放在任意一根螺杆头部后把表位调整至零位。同时在下料口处撬动左右螺杆往机头方向顶死, 然后在百分表上读出表显数值C(此值为螺杆在机筒内的最大窜动量)。
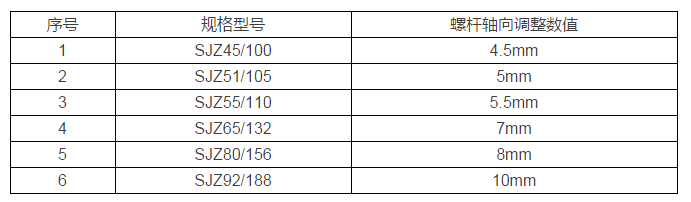
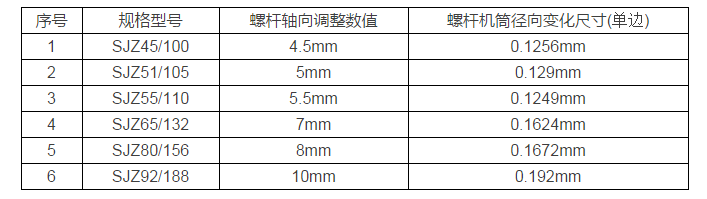
下表为型材锥双主机安装时轴向建议参考尺寸:
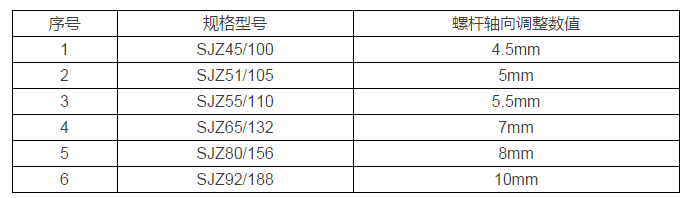
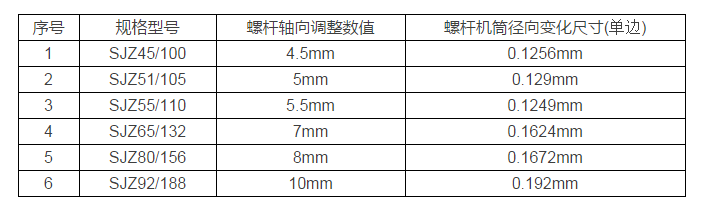
下表为管材锥双主机安装时轴向建议参考尺寸:
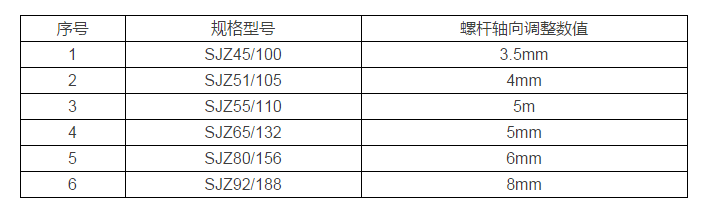
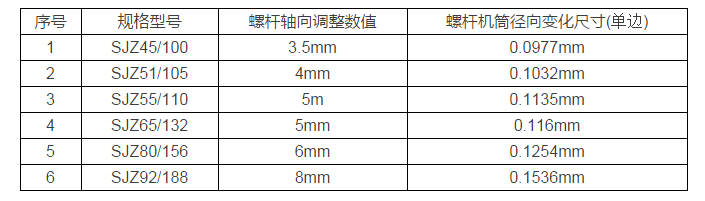
下表为片材双主机安装时轴向建议参考尺寸:
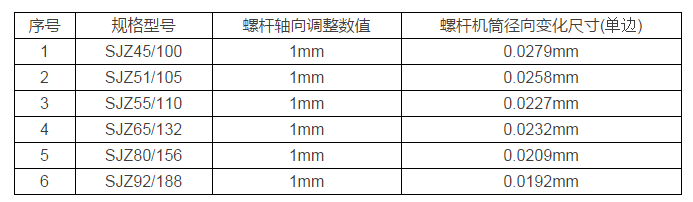
不同规格锥双主机螺杆轴向窜动1mm螺杆机筒径向变化尺寸:
下表为型材锥双主机安装时径向建议参考尺寸:
下表为管材锥双主机安装时径向建议参考尺寸:
下表为片材双主机安装时径向建议参考尺寸:
(文章来源于网络)
下表为管材锥双主机安装时轴向建议参考尺寸:
下表为片材双主机安装时轴向建议参考尺寸:
不同规格锥双主机螺杆轴向窜动1mm螺杆机筒径向变化尺寸:
下表为型材锥双主机安装时径向建议参考尺寸:
下表为管材锥双主机安装时径向建议参考尺寸:
下表为片材双主机安装时径向建议参考尺寸:
(文章来源于网络)
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













