









自从引入托盘收缩膜包装这一产品,高性能膜的层数一直在稳步上升。但要形成一个稳定的承载单元,到底需要多少层的薄膜?Polifilm Extrusion公司向自己提出了这个问题,并且比较了11、13、55层膜的性能。

形成稳定承载单元的高性能收缩膜(来源:Polifilm)
聚烯烃收缩膜对于全球贸易中货物的三级包装至关重要。只有当包装好的商品被一起置于某个单元上——通常以欧式托盘的形式出现——才能满足稳定安全承载单元的需要。收缩膜的主要任务之一是将承载单元牢固地捆绑在一起,以便让承载货物经受住运输和储存过程的考验而不被损坏。薄膜的机械特性对于确保承载单元的牢固至关重要,但是,收缩膜除了需要具有高保持力外,还要有结合能力,以便货物捆绑在一起时,各层间的结合足够牢固。
收缩膜的任务是把货物作为一个承载单元组合在一起,使包装的货物和托盘之间形成一个稳定的连接,并防止货物从托盘上滑动、移位、散开,并保护它们不受潮湿的影响。
承载单元类型和收缩膜包装方式
使用收缩膜时,应注意托盘的类型和需要进行收缩包装的物品。这需要预先知道承载单元的形状(图1):是平直的,或者与托盘平齐(A类)、物体上下是否有突出(B类)、或者需要包装的物品在托盘上显得形状不规则(C类)。重量和形状的稳定性对承载单元影响重大。因此,最具有决定性的问题是,托盘上的物品是否能保持形状尺寸稳定、相对坚固,或者很柔软,在很强的压缩力下会变形。

图1 不同形状的承载单元:平直结构,与托盘平齐(左侧A)、上方或下方有突出部位(中间B)、极其不规则摆放的商品(右侧C)(来源:Polifilm)
除了承载单元种类很多外,市场上还有很多不同的收缩包装产品和方法。根据包装过程的不同,有全自动、半自动收缩包装机以及手工收缩包装机。这些设备在收缩包装过程中的速度、预拉伸和薄膜负载不一样。因此饮料瓶收缩包装用全自动包装生产线上的自由臂包装机比半自动旋转台收缩包装机的速度高出许多。每种系统采用特殊的预拉伸单元,来确定预拉伸,并为特定的作业做准备(图2)。当薄膜的拉伸超过了峰点,达到了再拉伸就会造成握持力增加的区域。此时,聚合物链朝向了拉伸方向(机器方向,MD),因此表现出了最大的握持力。这也是为什么需要定制薄膜,以便在特定的收缩包装技术中获得物品和托盘特定结合所需的特性。
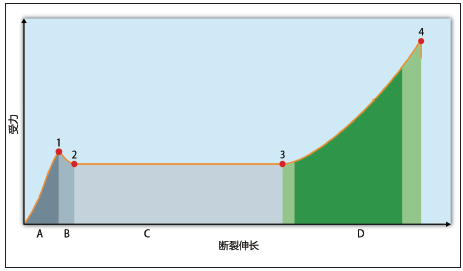
图2 收缩膜的伸长表现,主要伸长区(A)、峰点(C)和工作区(D)(来源:Polifilm)
收缩膜的类型
总的来说,收缩膜可以根据以上的要求,在以下类型中进行区分(图3):
◆ 伸长率低、握持力强;
◆ 伸长率中等,握持力中等;
◆ 伸长率很高。
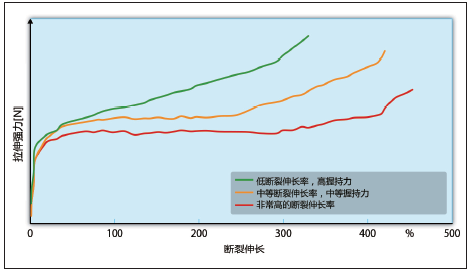
图3 薄膜在低断裂伸长率和高握持力;中等断裂伸长率、中等握持力和极高断裂伸长率时的拉伸强力-断裂伸长示意图(来源:Polifilm)
但是否大多数薄膜都需要有很多层呢?在市场上,关于收缩膜到底应该有多少层才能获得稳定承载单元的讨论很多。过去,主要采用单层和三层薄膜,现在,5、7、9层是技术标准。但是,现在的趋势是11层或13层,并且已经有能够加工27、33或者高达55层的系统。
有些依然在市场上流通的术语,比如多层或单层薄膜,并没有进行很好的定义,因为没有统一可遵循的什么叫多层、什么叫单层薄膜的定义。一个很关键的问题是,是否层数越多,性能就越高?例如,若薄膜厚度相同,55层膜是否就比13层膜的性能更好?为了便于更进一步讨论,假定这个13层和55层薄膜是采用相同的最新流延膜生产线生产的。
考察多样性和复杂性
与奥地利兰精公司的SML Maschinengesellschaft mbH和美国密歇根州米德兰市的陶氏包装及特种塑料公司一起合作,Polifilm生产出了厚度为12、15、23µm的薄膜。SML PowerCast XL生产线连接着7台挤出机(2x90/33;5x75/33),一支直径为1600mm、幅宽为5000mm的冷却辊,以及自动宽槽模具(4800),最高速度为850 m/min。两条相同的生产线只有进料段部分的结构是不一样的(图4见层的分离)。

图4 共挤13和55层薄膜的层结构:挤出机A、D~G,各层厚度占总厚度的10%,挤出机B和C,各层厚度占25%(来源:Polifilm)
厚度如图所示,幅宽为500mm的收缩膜采用同样的工艺参数进行加工。配方中的拉伸和握持力有差异,以反映商业用途的需要(表1)。陶氏聚乙烯薄膜如Elite AT 6111(采用Elite AT技术加工成的乙烯-辛烯共聚物)满足了高性能薄膜的要求。
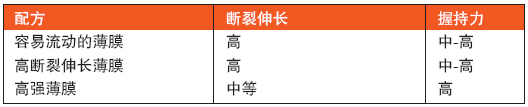
表1 12层和55层产线上测试的配方概述(来源:Polifilm)
测试
比利时Deerlijk的ESTL 公司的FPT-750薄膜测试系统被用于测试薄膜(图5)。按照不同的预拉伸、测试速度,测试了可能的最大预拉伸断裂伸长、穿刺和抗震性能。选用了常规的4000 mm/s包覆速度。

图5 测试设备和过程:来自ESTL(左)的FPT-750,以及在测试托盘(中)上做的实际穿刺测试和盘式测试(右)(来源:Polifilm))
用来自美国密歇根州怀俄明市Highlight Industries 有限公司的旋转台式包覆机对测试托盘进行了实测。薄膜采用标准的包覆程序进行包覆,并根据对托盘四角和表面的握持力,以及按照包装计划所选用的收缩膜的抗穿刺性能评估了薄膜的性能。
另外,还在实验室内对薄膜进行了落锤实验(ASTM项下DD试验,1709-01),并沿着机器方向进行了埃尔门多夫撕裂试验。
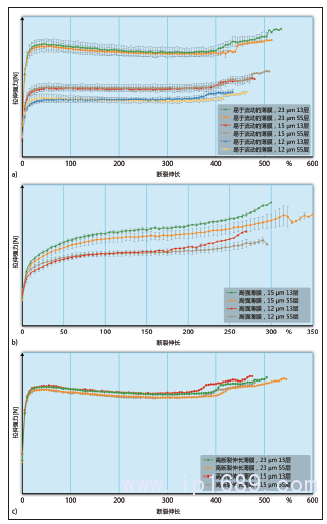
图6 13层和55层薄膜的拉伸强力-断裂伸长图。a) 厚度为12、15、23μm的易流动薄膜;b)12、15 μm的高强薄膜;c)高断裂伸长薄膜,厚度15、 23 μm (来源:Polifilm)
评估
利用上述描述的生产和测试方法,测得了3800个数据点,并根据表1评估了配方。对不同类型和厚度的13层和55层薄膜的特征(抗穿刺、抗震、撕裂强度、断裂伸长、落锤性能、埃尔门多夫撕裂性能、应用测试和握持力等)进行了对比,结果发现,不管是13层还是55层,统计偏差显示的差异不明显。
比较极限测试程序记录的拉伸强力和断裂伸长率, 可以得到相似的结果。在13、55层薄膜生产线的“极限曲线”中,比较了一种厚度、一种配方的易于流动薄膜(图6a)和强力薄膜。
不同层结构的薄膜的断裂伸长率或握持力没有发现有显著的差别。将握持力与薄膜厚度相对应,进行标准化,得到了依厚度变化的曲线,这样,具有不同厚度的薄膜可以直接进行比较。不同层结构的高断裂伸长率的薄膜也没有显著的差异(6c)。
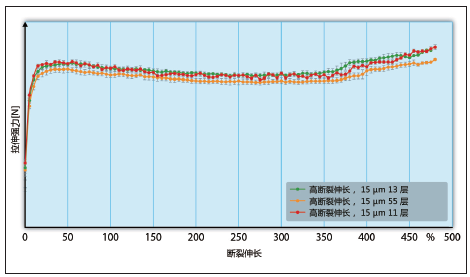
图7 15微米厚的11层、13层和55层的高伸长率薄膜的拉伸力 - 伸长率图(来源:Polifilm)
在进一步的测试中,考察了相似配方以相似生产条件,在SML 11层生产线上的表现。此处,记录到的特性值再次几乎与13层和55层生产线的记录一样(图7)。
结论
广泛的测试显示,用于固定承载单元的收缩膜可以在最新一代的11、13以及55层流延膜生产线上生产,在厚度相同的情况下,性能一样。而且,在这项工作中还发现,成功还有赖于所用的原材料、薄膜配方以及工艺参数。对于生产线的把控能力及其清洁程度也对确保稳定一致的质量非常重要。
决定性能的是符合特定应用的配方,具体需根据产品而论。为了服务日益增长的运输市场所需要的稳固、可持续承载单元的安全性的需要,了解包装运输过程和高度一致质量是必不可少的。(文章来源于网络)
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













