










[摘要]针对DN1600大口径PVC给水管材的生产特性,考察了有机锡稳定剂、冲击改性剂、纳米碳酸钙的适宜用量,并对适宜的加工温度和转速进行了研究,制得的产品达到GB/T 10002 · 1一2006《给水用硬聚氯乙烯(PVC一U)管材》和《生活饮用水输配水设备及防护材料卫生安全评价规范》(2001)的要求。
[关键词] PVC;给水管材;大口径;加工工艺;流变性能
随着我国城市化进程的稳步推进,城市人口越来越多,城市供水量急剧增加,从水源地到城市的输水管道的口径越来越大。目前,我国使用的大口径输水管材主要有钢管(SP)、预应力砼管(PCP)、预应力钢筒砼管(PCCP)、玻璃纤维缠绕增强热固性树脂加砂管(RPM)、球墨铸铁管等[ 1一2 ]。由于这些管材在耐压能力、卫生性、耐腐蚀性、接口方式、施工及管内壁粗糙度等方面存在多种问题,制约了我国大口径输水管材的应用。
塑料管材具有卫生性能好、密度小、耐腐蚀、连接可靠、内壁光滑、施工方便等优点,小口径(DN630及以下)给水管材已在我国获得广泛应用。对于大口径塑料给水管材,从成本和加工性能两方面来考虑 , 较适宜的材质为PE和PVCO由于PE的价格PVC贵得多,且由于大口径给水管材的壁厚较大,需要采用耐熔垂级PE材料,其目前国内尚不能大规模生产,因此pvc更适合用于生产大口径给水管材[ 3 ],进行大口径PVC给水管材的研制具有比较明显的经济效益和社会效益。
1试验部分
1.1主要原料
PVC一SG5、有机锡稳定剂、增韧剂、加工改性剂ACR、润滑剂、纳米碳酸钙、炭黑、钛白粉,均为市售。
1.2主要仪器与设备
高速混合机,10L一A,张家港市帆源降解塑胶机械厂;转矩流变仪,RM一200,哈尔滨哈普电气有限公司;锥形双螺杆挤出机,92/ 188,上海金湖挤出设备有限公司;静液压试验机,JJHBT一11016,承德市金建检测仪器有限公司;热变形温度、维卡软化温度测定仪,HDT/V一2203,承德市金建检测仪器有限公司;电热鼓风干燥箱,XCB一300,承德市金建检测仪器有限公司;电子万能试验机,UTM一1351,承德市金建检测仪器有限公司。
1.3试验配方
PVC树脂,100份;有机锡稳定剂,B或c份;碳酸钙,6份;内润滑剂,1份;外润滑剂,1 · 2份;其他助剂,2份。
1·4试验流程
试验流程见图1。
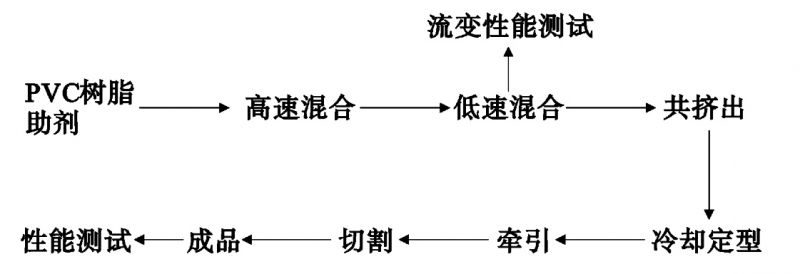
图1试验流程
2.结果与讨论
2·1有机锡稳定剂的用量
大口径PVC给水管材的成型设备大,物料在设备中的停留时间长,因此要求物料的热稳定性较好,塑化速率既不能过快也不能过慢。有机锡稳定剂的用量(A< B < c)对PVC物料流变性能的影响如图 2所示。由图2可以看出:当有机锡稳定剂的用量为份时,PVC物料塑化速率过快,稳定时间较短,熔体温度也不稳定;当有机锡稳定剂用量为B份时,PVC物料的塑化速率适中,稳定时间较长,熔体温度相对稳定;当有机锡稳定剂的用量为c份时, PVC物料出现不塑化的状况,说明有机锡稳定剂的用量过多。
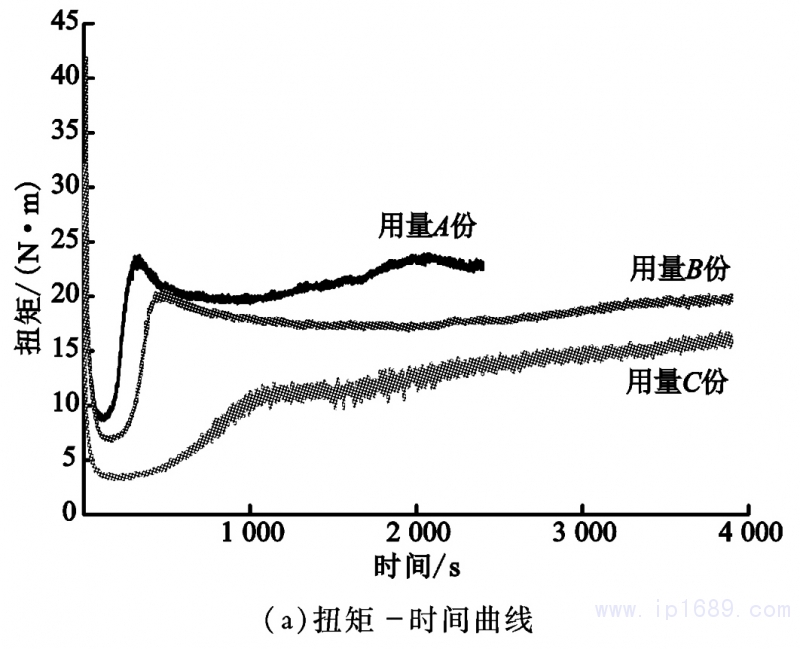
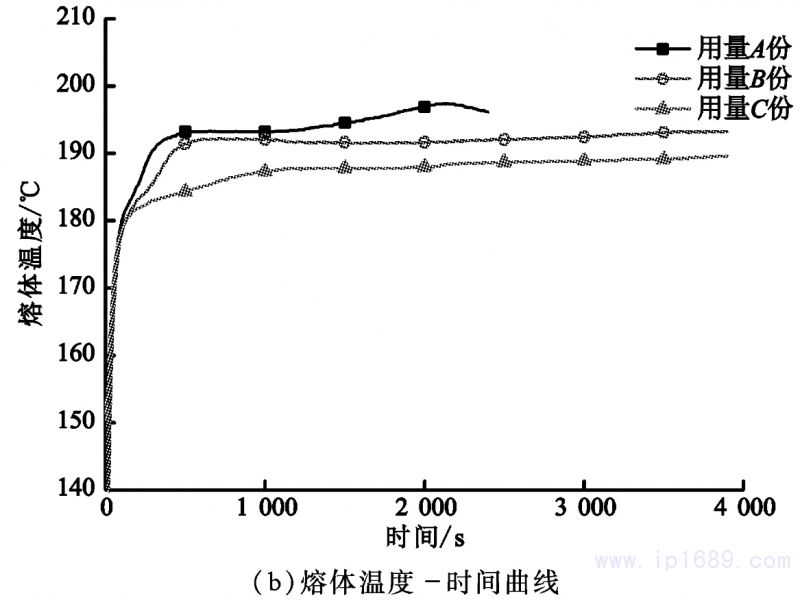
图2 有机锡稳定剂的用量对PVC物料流变性能的影响
2 · 2加工工艺
2 · 2 · 1加工温度
图3为有机锡稳定剂用量为B份时,相同转速下转矩流变仪温度对PVC物料流变性能的影响。
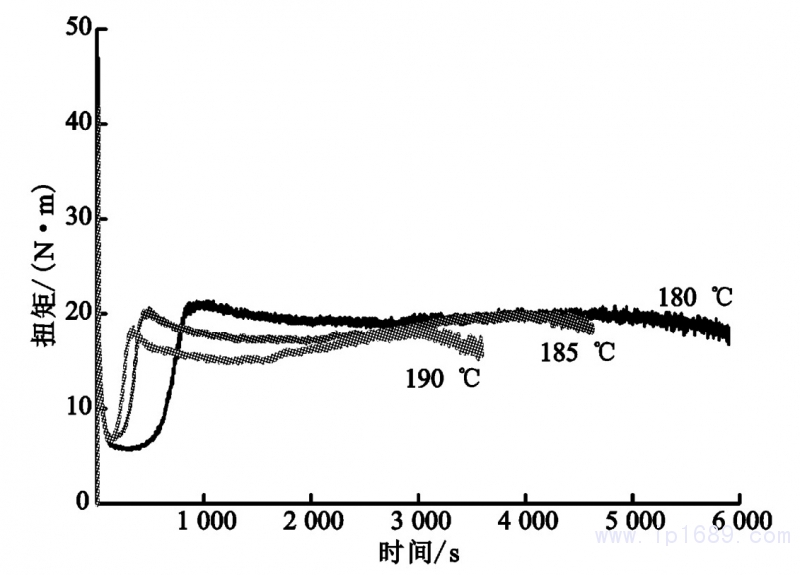
图3 转矩流变仪温度对PVC物料流变性能的影响
由图3可知:当转矩流变仪温度为180 ℃时,虽然PVC物料的稳定时间最长,但塑化速率过慢,表明加工温度偏低;当转矩流变仪温度为185 ℃时, PVC物料的塑化速率适中,同时稳定时间较长,平衡扭矩较低,表明加工温度适宜;当转矩流变仪温度为190 ℃时,塑化速率过快,稳定时间大幅缩短,表明转矩流变仪温度过高。
2 · 2 · 2转速
图4为有机锡稳定剂用量为B份,转矩流变仪温度为185 ℃时,转速对PVC物料流变性能的影响。由图4可知:不同转速下PVC物料的后期流变性能相差不大;当转速为35 rimin时, pvc物料具有适中的塑化速率。
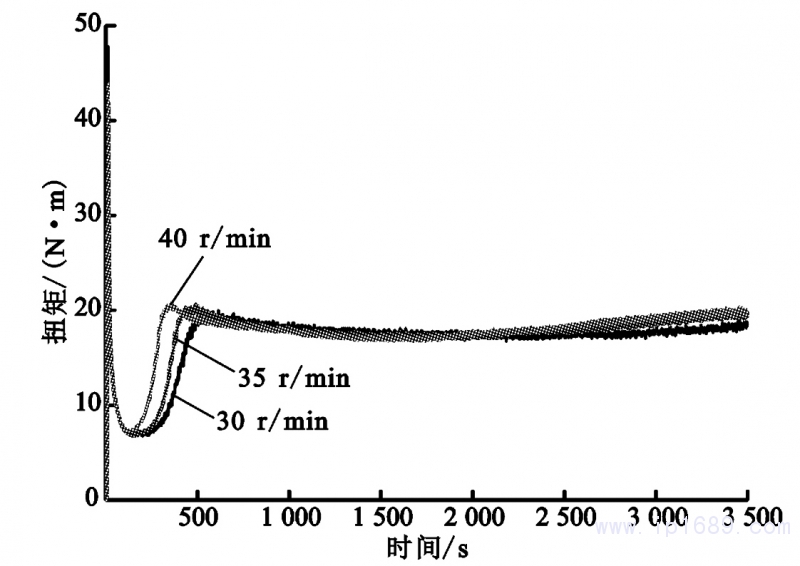
图4 转速对PVC物料流变性能的影响
2 · 3冲击改性剂用量
MBS是甲基丙烯酸甲酯、丁二烯、苯乙烯的共聚物,由于组分中含有甲基丙烯酸甲酯,因此该材料与PVC的相容性较好[ 4 ];同时,丁二烯、苯乙烯可以赋予PVC材料良好的冲击性能和光泽度。MBS用量对PVC材料冲击性能和拉伸性能的影响如图5、图7所示。
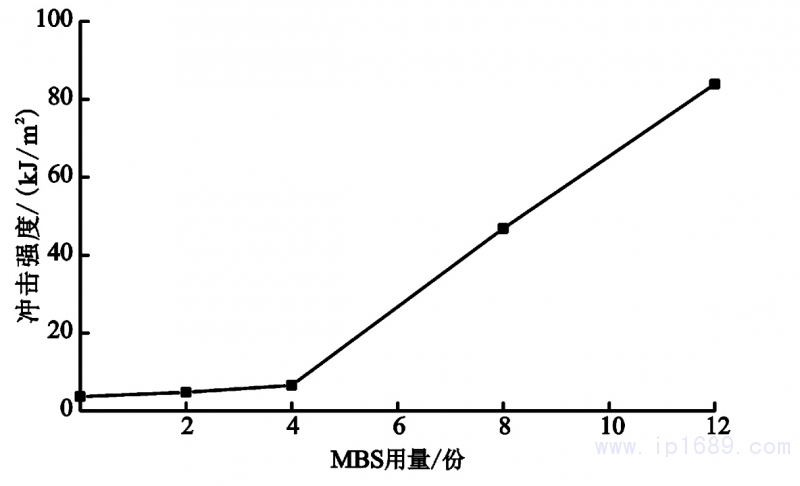
图5 MBS用量对PVC材料冲击强度的影响
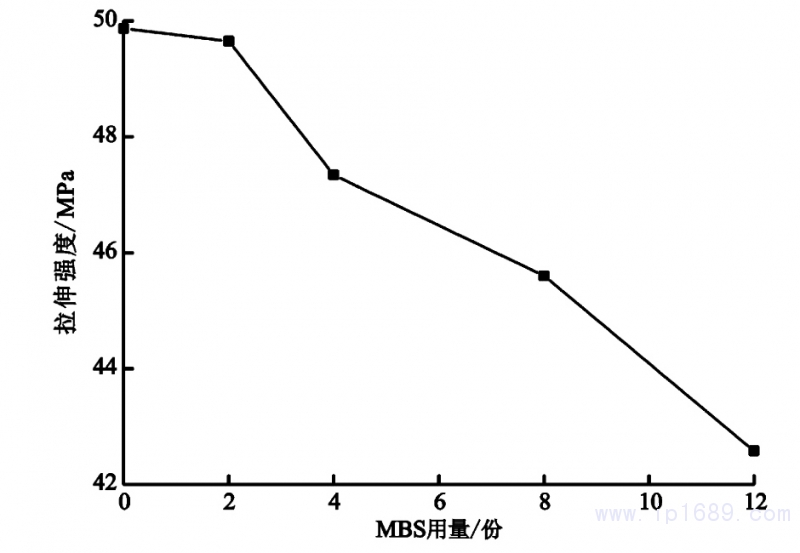
图6 MBS用量对PVC拉伸强度的影响
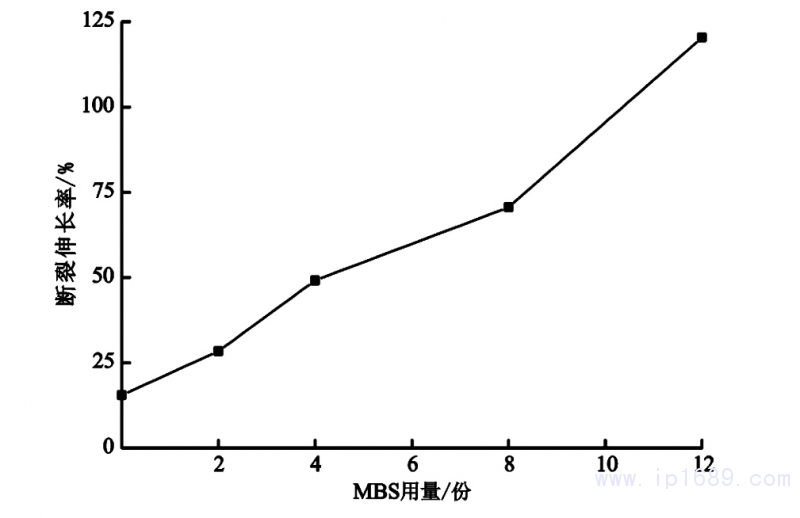
图7 MBS用量对PVC断裂伸长率的影响
由图5、图7可以看出:当MBS用量为2、4 份时,PVC材料的冲击强度变化不明显;随着MBS 用量的继续增加,PVC材料的冲击强度明显提高;当MBS用量为12份时,PVC材料的冲击强度是纯 PVC的22倍,此时,PVC材料的断裂伸长率也大幅提高,是纯PVC的7 · 7倍,但拉伸强度略微下降(约14 · 6%)。
2 · 4填料的用量
PVC的塑化是PVC粒子壳层破碎后初级粒子重新熔合的过程。纳米碳酸钙加人后,由于纳米碳酸钙与PVC之间的相互作用,必然会影响到材料的塑化效果。纳米碳酸钙的用量对PVC物料流变性能的影响见图8。
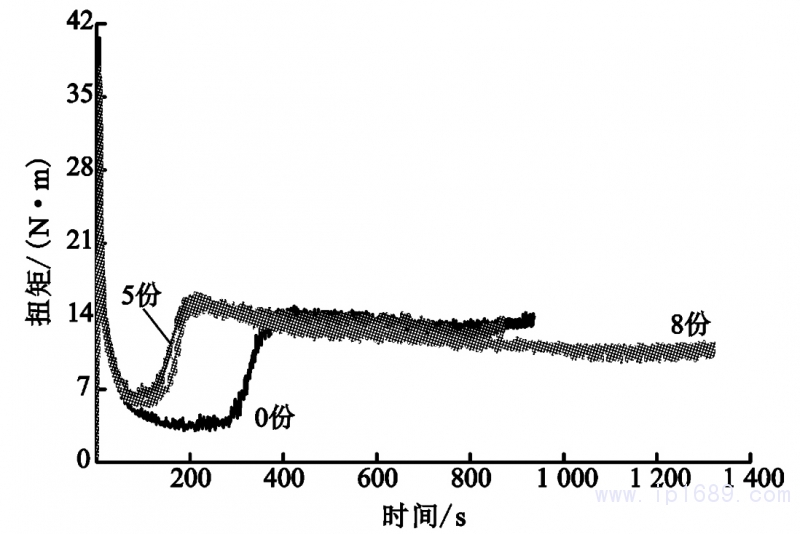
图8纳米碳酸钙的用量对PVC流变性能的影响
由图8可以看出:当纳米碳酸钙的用量为5、8 份时,PVC物料的塑化时间较短,比未加人纳米碳酸钙时缩短了约200 so这是因为纳米碳酸钙粒子对提高体系的内摩擦具有促进作用,使PVC粒子壳层破碎加速,促进了PVC塑化[ 5 ]。此外,当纳米碳酸钙的用量为8份时,PVC物料的稳定时间最长,表明纳米碳酸钙还具有提高热稳定性的作用。
2 · 5挤出工艺
笔者采用锥形双螺杆挤出机来生产大口径 PVC给水管材,这是因为锥形双螺杆挤出机的输送能力强,能压实PVC物料,有利于热传递和挤出机的稳定运行,使物料塑化均匀,凝胶化程度高;此外,笔者还采用了特殊的混合元件,能促进物料进一步的凝胶化和均化。锥形双螺杆挤出机的温度设定非常重要,可按马鞍型设置:O挤出机前段设定温度较高,使物料达到半塑化状态,有利于挥发分变为气体,抽真空时物料吸出少;2挤出机后段设定温度较低,可防止物料降解,提高其稳定性;.模体部分温度再逐渐升高,可让熔体达到比较合适的凝胶化度,保证管材的综合性能。
为了缩短PVC物料在挤出机和模具中的停留时间,笔者采用了2台挤出机为模具供料的共挤生产工艺,这样可以大大缩短物料的停留时间,提高挤出速度,提高生产效率。
2 · 6产品性能
笔者研制的DN1600大口径PVC给水管材的照片见图9;经国家建筑材料工业建筑围护材料及管道产品质量监督检验测试中心按GB/T 10002 · 1一2006《给水用硬聚氯乙烯(PVC (U)管材》检测,其物理性能均达标,如表1所示。


图9 DN1600大口径PVC给水管材
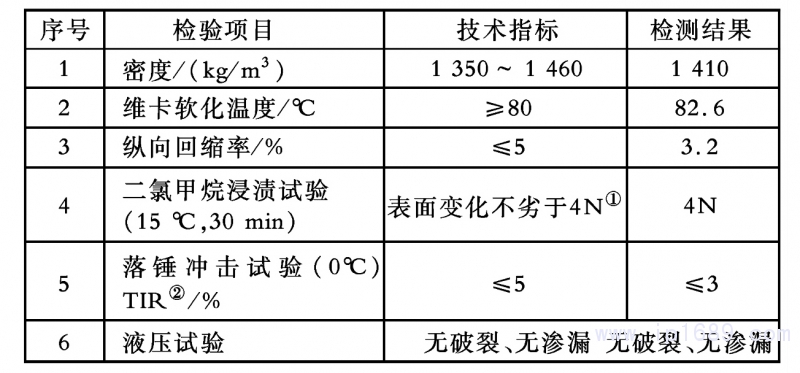
表1 DN1600大口径PVC给水管材的物理性能
表1 DN1600大口径PVC给水管材的物理性能
①4N表示试样的斜面破坏百分数和斜面圆周方向破坏百分数均在0%、25%;②TIR为真实冲击率,即整批产品进行试验时,冲击破坏总数除以冲击总数,以百分数表示。
此外,笔者还将该管材送到山东省疾病控制中心对其卫生性能进行了检测,结果表明:该管材的卫生性能完全符合《生活饮用水输配水设备及防护材料卫生安全评价规范》(2001)对饮用水输配设备的要求。
3.结语
笔者通过对有机锡稳定剂、冲击改性剂、纳米碳酸钙等用量的优化,以及挤出工艺的研究,生产出了 DNI 600大口径PVC给水管材,其物理性能满足 GB/T 10002 · 1一2006的要求,卫生性能符合《生活饮用水输配水设备及防护材料卫生安全评价规范》(2001)的要求。目前,山东东信塑胶有限公司的 DN1600大口径PVC给水管材已经批量化生产,投人市场后为用户远距离、大流量输水提供了更加完善的解决方案,并以其便利的施工方式、高效的输水效率、优异的连接密封性、良好的卫生性能得到了用户的认可。随着城市建设的稳步推进和南水北调的进一步实施,市场对大口径PVC管材的需求将越来越大,对其的要求也将越来越高,开发高强度、高耐压的大口径PVC管材将成为笔者下一步的工作方向。

 聚砜医疗干粉吸入...
聚砜医疗干粉吸入... 塑料包装材料的减...
塑料包装材料的减... 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













