









目前主流的手机非金属背盖材质为玻璃、复合板及陶瓷,2018年复合板作为仿玻璃手机背盖方案,得益于其相对玻璃的高性价比(18-30元/PCS)、丰富灵活的可定制化外观、工艺流程较为简单,爬坡上量快等优点,被多款终端机型采纳,如OPPO A3、vivo Z1、OPPO realme1、联想K5 PLAY等,通达、汇诚、威博、阿特斯、仲辰等企业都在复合板背盖上受益匪浅。
复合板之后,注塑透明PC背盖作为一种更低成本、高效的制品形态,具备更好的冲击强度及耐用性,正引起越来越多传统塑胶厂的关注,有望成为2019年主流的手机背盖方案。经了解,比亚迪、东方亮彩、劲胜、联懋、鑫旺达、通达、惠科等多个厂家正在加速布局注塑透明PC手机背盖。三菱化学、Sabic等原材料厂家也在验证PC注塑手机背盖专用料,可以满足高硬度、低应力无彩虹纹等要求。目前业界正在开发验证的普通注塑PC手机背盖,厚度一般在0.8mm至1.0mm,相比主流的玻璃后盖(0.50mm/0.55mm)要厚很多,注塑透明PC背盖的厚度需尽量往0.5mm至0.6mm靠拢,否者将限制其在轻薄机型上的应用。
注塑压缩成型作为注塑成型的高级形态,更为适应薄壁透明光学制品的成型,在光学透镜、超薄导光板、薄型汽车装饰板等制品上广泛应用。注塑压缩成型PC背盖能在厚度上达成对标玻璃,而不需增加整机厚度或外观做妥协牺牲,正在被越来越多的厂家导入开发。

图 注塑压缩手机背盖(来源碧昇)
一、注塑透明PC手机背盖的装饰工艺
目前注塑压缩PC手机背盖有以下几种外观装饰工艺路线:
1)注塑压缩+IMR,适合平面或2.5D手机背盖,缺点是IMR膜材开发周期长,图案定制自由度小。IMR装饰膜的UV层只有几个微米,长期使用存在UV层被破坏导致图案磨损问题。
2)注塑压缩+IML,适合3D手机背盖,缺点是IML膜层存在剥离脱落风险,背盖最外层是PET或PCIML片材,外观视觉通透性不够,高档感不足。
3)注塑压缩+硬化+贴膜,缺点在于增加了硬化工序,良率下降,成本提升。然而在突破了加硬及CNC技术瓶颈后,其表面硬度可做到媲美玻璃,且可以复用玻璃/复合板的后段贴膜装饰工艺,产业链完备,满足终端外观要求难度小。小编认为目前这是可行性最高的解决方案。
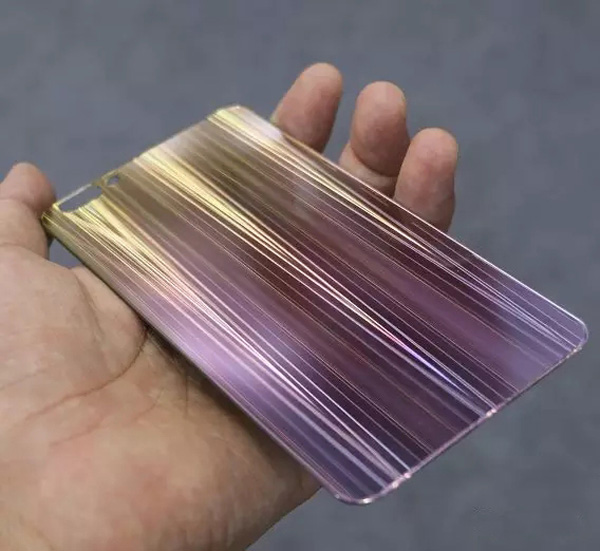
图 复合板贴膜外观效果(摄于捷荣),注塑压缩PC背盖可以复用此项工艺图 PVD装饰
目前主流的3D玻璃加工工序如下:
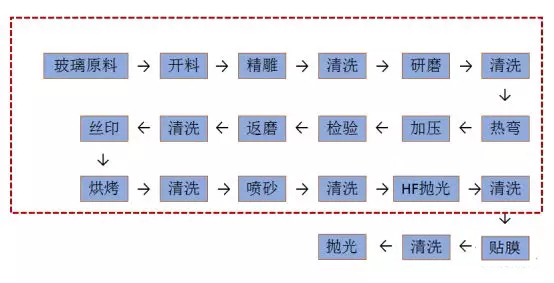
图 主流3D玻璃加工工序
注塑PC背盖可以省掉红色虚线框中的工序,制程极大简化,成本大幅下降。
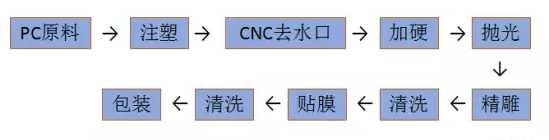
图 注塑PC背盖工序
二、注塑压缩技术介绍
注射压缩成型是传统注塑成型的高级形式,结合了射出成型和压缩成型两种技术。在射胶填充阶段,模具型腔未完全闭合,此时型腔厚度尺寸比制品设定的厚度大,熔胶得以在低压状态注入模腔,此后锁模机构运转,动模模腔闭合到制品设定厚度,动模型腔整体推动熔体填充整个模腔并完成保压动作。模腔中建立的压力均匀分布于产品表面的两个方向,极大提高产品表面细微部精度,尺寸稳定性以及生产工艺重复性。因注塑压缩制品取向较小,内应力低,特别适合于厚度小透明度要求高的制品。传统注塑与注射压缩成型的区别,如下图所示:
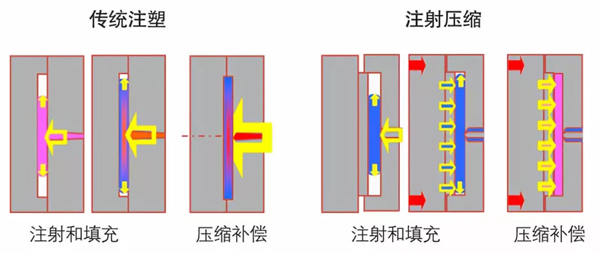
图 传统注塑与注塑压缩工艺(来源网络)
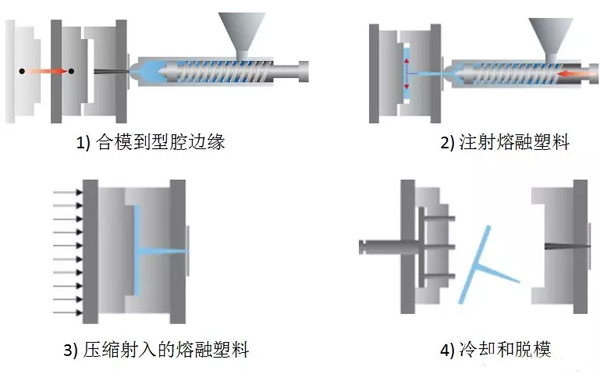
图 注塑压塑工艺流程(来源网络)
传统注塑在成型大面积薄壁制品(如光学镜片、异形导光条、装饰条等)时往往力不从心,导致的结果往往是设计师的妥协:增加产品厚度,降低产品颜值以满足普通生产。这样的结果是普通注塑的不足之处导致的:
1)普通注塑成型薄壁制品时,必然提高注塑压力来达到塑胶流程要求,否者填充不满型腔(短射)。高的注塑压力,导致产品内应力大,制品翘曲尺寸超差或静置后应力开裂变形,不能满足制品的组装尺寸精度要求或耐久使用性。
2)如上图所示,普通注塑的熔胶从狭小的流道系统填充型腔,浇口附近注塑压力大,容易在浇口附近产生外观缺陷(尤其是透明PC料),不能满足光学性能及外观件制品的要求。
3)透明PC手机背盖,普通注塑制品表面很大几率出现彩虹纹,不能满足外观要求。而采用不产生彩虹纹原料,又将面对成本剧增的难题。
4)普通注塑的保压模式存在缺陷,远离浇口部分的熔胶表面最早凝固,得不到充分保压,难以复制模具精细的外观效果,导致薄壁制品远离浇口位置外观并不完美。
三、注射压缩成型的优缺点
注塑压缩成型融合了普通注塑及压合成型的优势,并在专有机台上实现自动化、高精度重复性生产,在薄壁透明PC手机背盖成型上具有优势,其优缺点如下:
优点:
1)需要更小的注塑压力,降低产品外观缺陷;
2)由于融体中仅有微小的剪切应力,产品内应力很小,保压压力更均匀,提高产品的表面质量,降低彩虹纹;
3)增加产品密度,同时内应力降低,产品的耐化学性能更强,可以使用更高等级的加硬液,把产品的硬度做的更高;
4)需要更小的锁模力,小机台有机会实现多模穴生产,提高效率;
5)可以用标机改制,减少设备投资;
缺点:
1)相对传统注塑成型工艺,注射成型过程较为复杂,相同锁模力吨位下,设备成本较高;
2)注射压缩模具较为复杂,技术要求高;(文章来源于网络)
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













