










摘要:为了提高竞争力,近年来家电产品的品质不断提高,而对注塑件的外观要求也不断提高。甚至对一些外观注塑产品的进胶口断裂效果也有严格的要求,本文就使用模内热切技术改善家电注塑产品浇口的分离效果进行实践和研究。
1 引言
使用模内热切技术自动切断浇口,可以减轻浇口断裂对注塑件外观完整性的破坏。对于传统的注塑件而言,进胶口是注塑模具必定存在的特征,熔融胶料通过这里进入到型腔中进行填充,注塑件与浇口冷却后由外力直接进行分离,此时在分理处会形成物理缺口或残料,会破坏掉注塑件外观的完整性,所以浇口一般设置在不起眼的地方。但随着外观要求的不断提高,有缺口或残料的外观已经不为客户所接受,即使是放在不起眼的地方也不行。如果使用人工进行修削的话,生产效率会大大降低,而且品相会参差不齐。针对这个问题,我们使用模内热切技术进行改善。
2 浇口料与注塑产品自动分离动作基本原理
2.1 模内切装置基本构成与系统布局
如图1、2所示,一般模内切装置主要由下列关键部件组成:
切刀:主要负责分离浇口料,一般使用SKH51做热处理加硬。
导向块:与切刀配合实现导向及产品成型,一般使用S136做热处理加硬。
微型油缸:承受高油压推动切刀向上动作。
复位弹簧:当切刀向上完成切断动作后,系统进行泄压,此时复位弹簧施力切刀复位。
行程开关:设置于分型面,用于给高压时序控制器发送开合模信号。
高压时序控制器:输出高压油,通过高压油管和模具油路给微型油缸供力及控制动作实施时间。
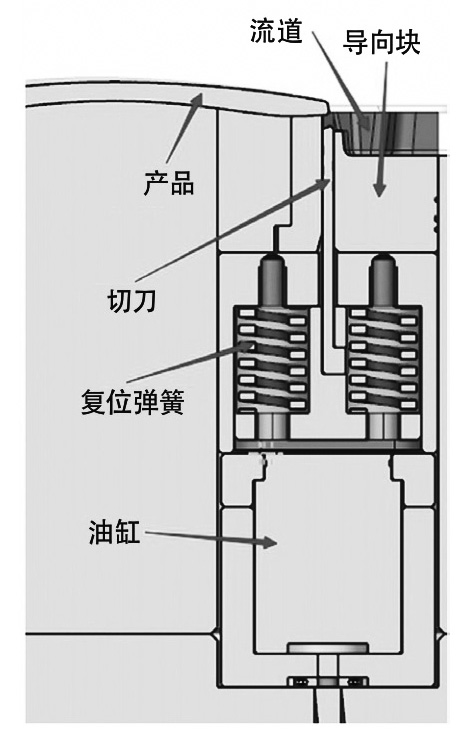
图1 模内切装模内结构
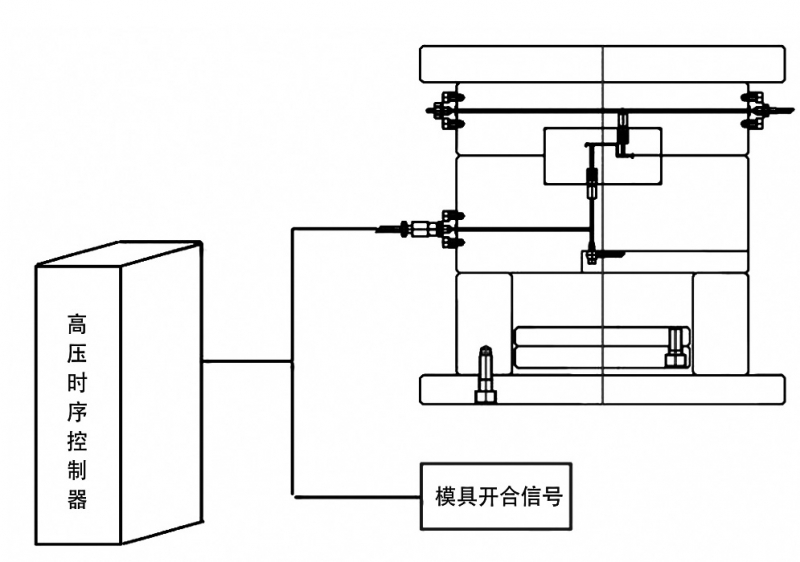
图2 模内切系统布局
2.2 基本原理与动作实现
注塑产品射胶—保压期间,利用高压时序控制器提供高压油路推动微型油缸,微型油缸推动切刀顶出切断产品浇口料,也就是在产品注塑成型的过程中进行分离。依据产品级模具结构不同,可以调整高压时序控制器及刀具形状, 最终达到最佳的分离效果。
3浇口设计
使用模内热切的浇口与传统浇口有些区别,常用的有牛角浇口转切口和侧进浇口转切口两种,设计方面需要注意以下问题:
3.1 浇口的大小设计
浇口的大小对注塑产品的浇注效果影响很大,在兼顾浇注效果的同时,也需满足切刀的标准化和可换性问题。对于浇口的长度和宽度,需要按浇注需求选择接近规格的切刀型号。对于浇口的厚度,依据模内切装置高压油缸的行程值(可稳定切断的状态),可在0~4mm之间选择和调整。
3.2 溢料槽的设计
由于需要挤压剪切实现分离浇口料,必须设计溢料槽分流由于切刀挤压成型产生位移的塑料,避免浇口局部塑料密度增大而导致切刀过快磨损或者切不干净。溢料槽通常为切刀外侧面(内侧面为注塑产品)一个比流道宽的槽位,参考尺寸为:宽度=流道宽+5mm,高度与流道等高。各相接棱边必须倒好R角,做到各面圆滑过渡,同时需要做大出模角度,防止局部粘模而导致水口料顶出不平衡。
4 应用场合
模内热切应用场合非常广泛,适用于侧水口,搭接式水口,大型扇形水口,环形水口,潜水口,牛角水口等均可应用(如图3)。刀口形状根据浇口形状变化而变化,同时依据不同的浇口在刀口上的投影面积计算分离浇口是需要的力量来选择应用高压油缸的大小和数量。
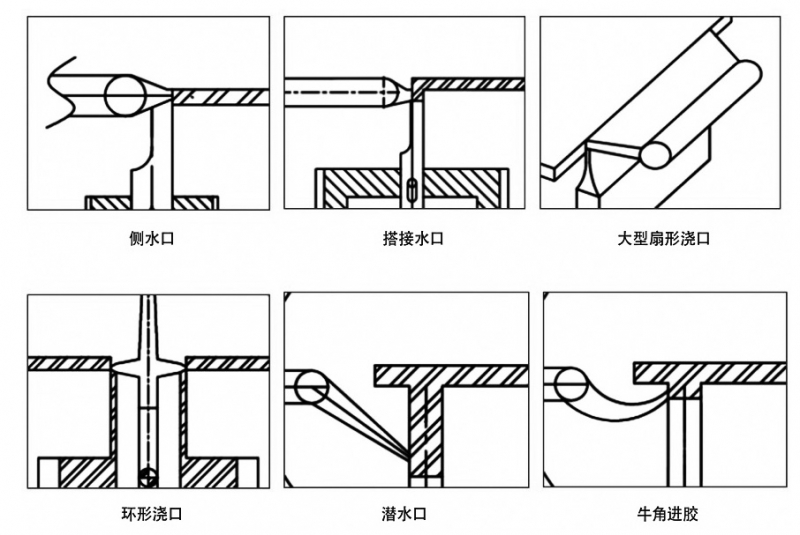
图3 可应用模内热切的浇口类型
5 效果改善
由于切刀实际上也承担一部分成型的作用,所以分离水口料过程也是挤压成型过程,塑料产品上除了存在切刀和导向块的镶拼线外,没有残料产生。由于浇口分离处与产品共面,虽然有手感,但对产品外观的影响是不明显的。如图4对比,左图产品应用普通侧水口的情况下,使用手工去除侧水口后,产品表面存在粗糙而泛白的残料区,而且R角外观特征已呈残缺状。右图产品应用模内热切分离浇口后,没有残料,外观面与切口同样光滑,色泽无明显差异,外边缘R角特征完整。镶拼线的效果在产品上显示并不明显,高低台阶在0.05mm以下,在图纸上表达如图5所示。
图4 应用效果前后对比
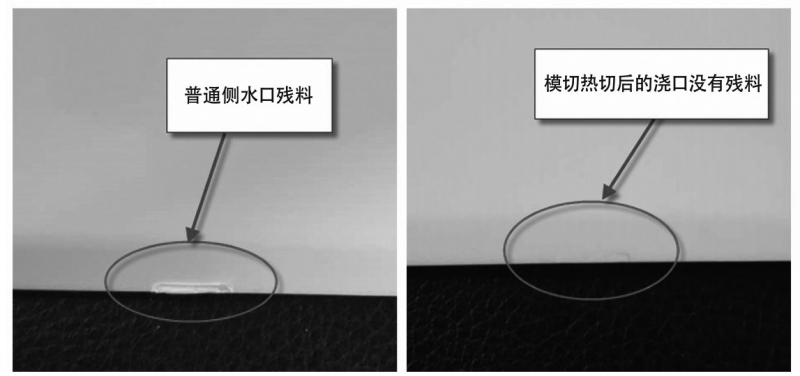
图5 图纸上的镶拼线效果
6 可制造性考虑
由于浇口料在模具顶出前就已经与塑料制件分离,所以批量生产过程中需要考虑浇口料的顶出与取件。一般牛角浇口分离后经顶出可以自动弹出后落下,但有无序弹飞的风险,侧进浇口分离后经顶出有可能粘付在顶针上,需多次顶出才能自动落下。所以建议浇口料设计工艺圆盘或取料柄, 与注塑产品一起使用机械手抓取,这样可以保证批量生产过程稳定可靠。
7 存在的不足及问题
7.1 切刀与镶件摩擦产生黑粉
由于切刀在动作过程中承受流道施予的侧向注塑压力,在生产过程中容易因摩擦而产生黑粉。这些黑粉随流道进入产品,在刀口周边形成一条黑线,会造成不合格件产生,特别是生产白色高光产品时更为明显,目前主要是通过刀口镀钛合金来解决。目前经过生产验证,镀钛处理后的切刀,可连续生产20万次以上。
7.2 漏油
由于系统采用超高压油压系统,输出压力可达800~1000kg/平方厘米,所以对油路及油缸处的封油效果有特别要求,否则生产过程中容易造成漏油现象。目前在油路端采用金属密封圈封油,而在油缸端采用进口密封圈封油,可确保长期生产。
7.3 浇口有应力痕或切不干净
由于是在注塑过程中,塑料未冷却时进行压切动作, 当压切的量较大,或者压切的时间不当的时候,容易造成浇口表面产生应力痕不良。目前主要是通过调整压切行程和压切时间去改善。生产应用证明,一般高光家电模具上(ABS和HIPS材料),刀口动作行程控制在0.8mm以下,刀口动作后与前模腔间隙控制在0.02mm~0.005mm的情况下,通过调节压切时间T1,可实现良好的切断效果,同时不影响注塑效果。
7.4 切刀卡死及披锋
当切刀与导向块的配合不合格的时候,容易造成切刀卡死或披锋产生。目前主要是靠加工精度和反复调试、磨合控制。
8 总结
模内时序控制技术是模具行业未来色趋势,是生产自动化的起点。模内热切技术既可改良了浇口分离效果,又可满足浇口的自动分离,从而促进了模具的自动化水平。就目前模内热切技术而言,在家电模具上的应用还不算普及和成熟,特别是稳定性、可靠性方面更需要改进,就像当年热流道技术普及过程一样,还需要不断摸索和改善,最终成为一种成熟可靠的技术。

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...














