









摘要:分析了包装用聚乙烯吹塑薄膜拉伸强度测定的不确定度,通过建立测量不确定度的数学模型,分析了重复性测试、拉力机校准、厚度测量、宽度测量等因素对于测量不确定度的影响,并对其进行评定,研究表明重复性测试对于不确定度结果的影响最大。
引言
聚乙烯吹塑薄膜是一种重要的食品包装材料,以低密度聚乙烯树脂(LDPE)、线性低密度聚乙烯树脂(LLDPE)或其共混物为主要原料,经吹塑、分切加工得到的薄膜,其用途十分广泛,目前国家针对这一产品制定了国家推荐性标准GB/T4456-2008《包装用聚乙烯吹塑薄膜》[1],其中拉伸强度是最为重要的一项物理指标,可以作为不同材料的质量比较和产品验收依据,还可以作为使用性能指标和工程设计依据[2]。
测量不确定度的评定是检验试验室工作的一项重要组成部分,国家认可委发布的《检测和校准试验室能力认可准则》中对测量不确定度的评定有明确的要求[3]。不确定度的定义:与测量结果相关联的一个参数,用以表征合理地赋予被测量值的分散性[4],不确定度越小,测量水平越高,测量结果使用价值越大[5]。为了研究包装用聚乙烯吹塑薄膜中拉伸强度测试结果的分散程度,对于该项目进行试验,并分析测量不确定度的来源,找出影响不确定度的主要因素,并对其进行分析计算给出扩展不确定度[6]。
1试验部分
1.1仪器设备
XLW智能电子拉力试验机(济南兰光机电技术有限公司);CH-1-ST台式测厚仪(上海六菱仪器厂);游标卡尺(上海量具刃具厂有限公司)。
1.2测试方法
按照GB/T1040.3-2006《塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件》,制备2型试样,宽度为10mm,以500mm/min的速度拉伸至断裂。试样拉伸过程中的最大拉伸应力即塑料薄膜的拉伸强度。
1.3试验测试环境
按照GB/T2918-1998《塑料试样状态调节和试验的标准环境》的规定,在恒温恒湿实验室进行,温度:23℃±2℃,相对湿度:50%±5%。
1.4数学模型:
拉伸强度公式为:
σt=P/A=P/bd (1)
式中σt——拉伸强度/MPa
P——试样断裂时的拉力/N
A——试样截面积/mm2
b——试样宽度/mmd——试样厚度/mm
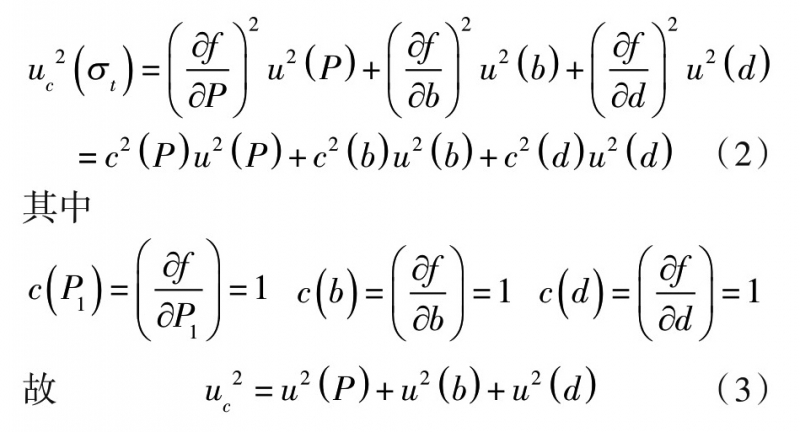
方差和传播系数:
2测定不确定度的来源
在进行拉伸强度的试验过程中,引入不确定度的来源包括:(1)拉力机重复测试带来的不确定度;(2)尺寸测量过程中带来的不确定度;(3)拉力机校准的不确定度;(4)其他因素。因试验在恒温恒湿环境中进行,故温湿度对于结果的影响较小,可以忽略。试验由同一人员操作完成,故人员差异可以忽略。
3不确定度的评定
3.1测量不确定度的A类评定
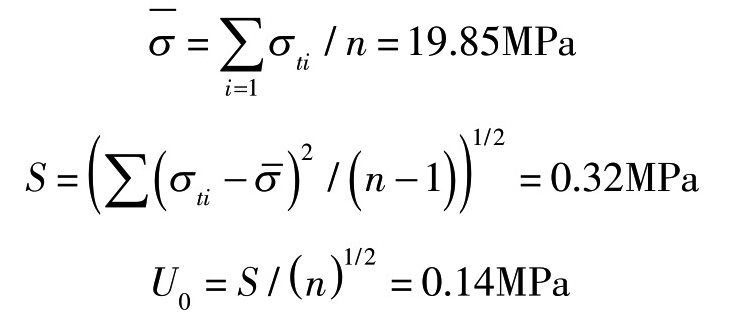
在相同条件下,由样品测量值的变动性对拉伸强度测量不确定所产生的贡献,即对测量数据观测进行统计分析[7],本次试验中共测试5个试样,其测试结果如表1所示。
表1试验结果

A类标准不确定度U0
3.2测量不确定度的B类评定
3.2.1电子拉力校准引入的不确定度Uδ1
设备的检定证书给出的准确度为0.5级,假设属于均匀分布,由此产生的不确定度分量为Uδ1=0.005/(3)1/2=0.003
3.2.2测厚仪引起的不确定度Uδ2
已知仪器示值误差是0.001mm,此次测量以均匀分布对待,故:Uδ2=0.001/(3)-2=0.0006
3.2.3游标卡尺引起的不确定度Uδ3
已知仪器示值误差是0.02mm,此次测量以均匀分布对待,故:Uδ3=0.02/(3)-2=0.011
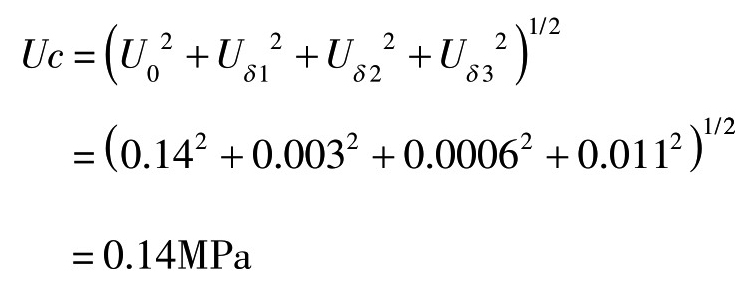
3.3合成标准不确定度Uc
A类和B类不确定度不相关,故:
3.4扩展不确定度U
U=kUc,取包含因子k=2,故U=2×0.14=0.28MPa
3.5测量不确定度报告
拉伸强度σt=(19.85±0.28)MPa,其中扩展不确定度U=0.28MPa。
4结束语
为了合理地计算不确定度,需要研究各参数的关联程度,不能重复计算。通过对不确定度引入量的计算,可以看出重复性测试对测量结果不确定度影响最大。
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













