









摘要:中国的塑料加工行业已成为能耗的大户,节能减排不仅是可持续发展的基础更是我国的既定国策。主要介绍了电磁加热技术的原理及其在挤出系统上应用的方法,通过对比电阻加热与电磁加热方式的不同,论述了电磁加热技术在料筒应用上的优势。借助有限元分析软件ANSYS,对挤出系统的电磁耦合加热过程进行了分析研究。
塑料挤出机的挤出方法一般指的是在200℃左右的高温下使塑料熔解,熔解的塑料再通过模具时形成所需要的形状。挤出成型加工的方便性、塑料制品应用的增多和人们对资源利用率的重视对挤出成型提出了更加高的要求,作为能源消耗大户的中空吹塑设备在加热方面的改进以刻不容缓。热加工工艺的发展使新型加热技术在塑料挤出机上的应用技术逐渐成熟,从而使开发出高效率、低能耗的塑料挤出机成为可能。尤其是近几年来,随着资源的日益紧张和企业对节能降耗的重视,新型挤出机的设计与研究又成为吹塑成型设备生产企业的关注热点。
1.挤出系统电磁加热原理及应用
目前市场上的中空吹塑成型机在加热方式上还是以电阻式加热为主,因为电磁加热的成本较高、技术不太成熟,所以应用不是很多。长远来看,采用电磁加热节约了能量消耗,会使以后的运行加工成本降低[1]。采用电磁加热符合塑机节能的发展方向,尤其在大型中空吹塑设备上取得的综合效益明显提高。随着资源的日益紧张和塑机节能要求的提高,未来在挤出系统的加热方式上,电磁加热会逐步取代电阻式加热。
1.1挤出系统应用电磁加热的原理
电磁加热技术是热加工工艺的一种重要手段,在金属热处理方面的应用已经非常成熟。使用电磁加热技术对大型中空吹塑设备的挤出系统进行加热的原理为:在挤出系统的料筒上包裹上绝缘的隔热层,然后在隔热层上在缠绕上线圈,将线圈连接到电磁控制器上[2]。利用电磁控制器将常用低频的交流电(50/60kHz)整流变成直流电,再将直流电转换成高频交变电流(20~50kHz);高频交变电流通过线圈会产生快速变化的交变磁场,当磁场内的磁力线通过导磁性料筒时会产生无数的小涡流,使金属料筒本身自行发热;尔后将热量传导到料筒内的塑料,达到塑料熔融的目的。电磁加热在中空吹塑挤出系统料筒上的加热原理如图1所示[3]。

图1电磁加热原理图
1.2挤出系统电磁加热技术的特点
电磁感应加热在表面热处理和金属熔化方面的技术已经非常地成熟。近年来,随着技术的发展和人们对节能降耗的日益重视[4],有的中空吹塑设备生产厂家将电磁加热技术在塑料挤出机的加热方面进行了尝试。按照中国塑料加工工业协会改性塑料专业委员会的展望,改电阻丝传导加热为电磁感应加热,慢慢减少电阻丝加热方式,塑机节能可达30%。
电阻加热是通过接触传导方式把热量传到料筒上,只有紧靠表面内侧的热量传到料筒上,外侧的热量大部分散失在空气中,存在热传导损失。电磁加热是使金属料筒自身发热,并在料筒外部包裹一定的隔热保温材料,大大减少热量的散失,提高热效率,节电效果显著[5-6]。所以,电磁加热比电阻加热更为节能、高效。挤出机上应用电磁加热技术相对于传统电阻加热方式的主要优势主要体现在以下几个方面:
(1)节能和获得较低的环境温度;
(2)快速加热,精确、实时的温度控制;
(3)使用寿命长,维护简单;
(4)功率大;
(5)安全可靠。
2.有限元分析及关键技术研究
电磁感应加热挤出机料筒主要是电磁场与温度场相互作用,交变电磁场产生的涡流产生热量,将这个结果作为下一步热分析的内生热源参数。Ansys分析采用的是能量守恒原理,可以进行多物理场瞬时非线性耦合分析[7-8]。通过运用Ansys有限元分析软件模拟挤出系统的电磁加热过程,得到挤出系统内的温度分布。主要的分析过程流程如图2。
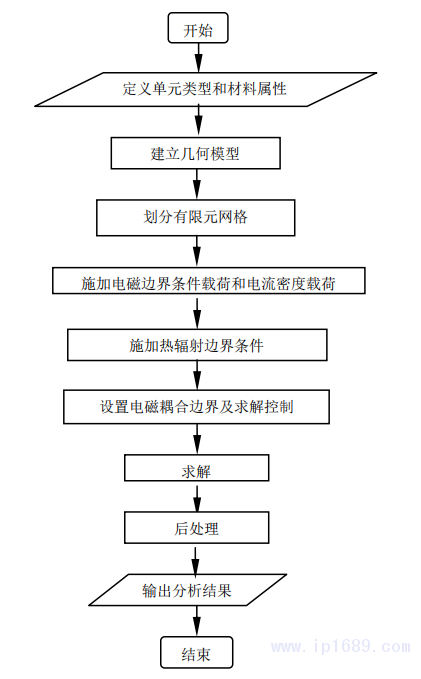
图2有限元分析流程图
2.1材料特性及边界条件约束
电磁加热的对象需具有良好的导磁性,挤出系统的料筒和螺杆选用表面经过氮化处理的高铬合金会使取得非常好的效果。一般含铬量大于10%的合金钢会使该金属的电阻率升高而磁导率会变得十分稳定,同时产生的涡流散失和磁滞损耗会明显降低。有研究表明:含铬合金在一定范围内随着含铬量的增多,电阻率逐渐升高、涡流散失耗损量降低,热能转化率也会提高节能效果愈加明显。
运用有限元软件对挤出系统料筒电磁加热过程的分析是一个电磁场与温度场耦合的过程。为了得到可靠地分析结果,在进行有限元分析之前需要对边界条件进行恰当的约束。在有限元软件建立的分析模型远端磁势为零,假设通过线圈的电流都是均匀分布的。在热辐射边界条件的设置上要综合考虑材料的辐射系数和保温层的作用取一个合理的参数,假设温度分析过程中不考虑磁力线的逸散。
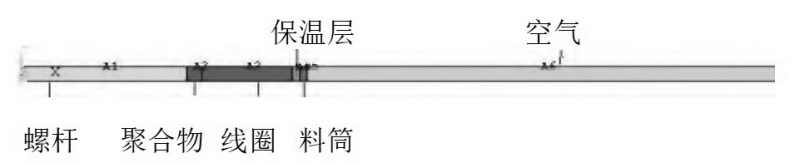
图3有限元分析模型
2.2单元的选择和网格划分
在分析电磁场对料筒作用的情况时,对料筒、线圈与空气选用PLANE13四边形单元。分析温度场对料筒的作用时,料筒选用PLANE55四边形单元和SURF151表面辐射单元。在分析过程中忽略线圈发热的现象,将线圈和空气单元均设置为空。
由于电磁加热的集肤效应,在挤出系统料筒的表面热量比较集中。料筒表面的网格需要分的密一些,这样既能保证计算精度同时也减小运算量。

图4网格划分
2.3有限元分析模拟结果
在圆环料筒中通入高频交变电流的过程中,圆环内会集中有交变磁场产生的磁通量而这些磁通量在圆环外则呈分散趋势。在圆环的内侧将会产生最大的电流密度,这就是加热圆环状物体时产生的环状效应。
读取加热500s时挤出机料筒的温度分布如图5所示。从料筒的温度分布图可以看到料筒的内外温差非常的小,加热效率非常高。分析结果表明,环状效应使电磁加热技术在挤出机料筒加热上具有非常高的效率、温度上升也很高,这对挤出机系统的温度控制非常有利。
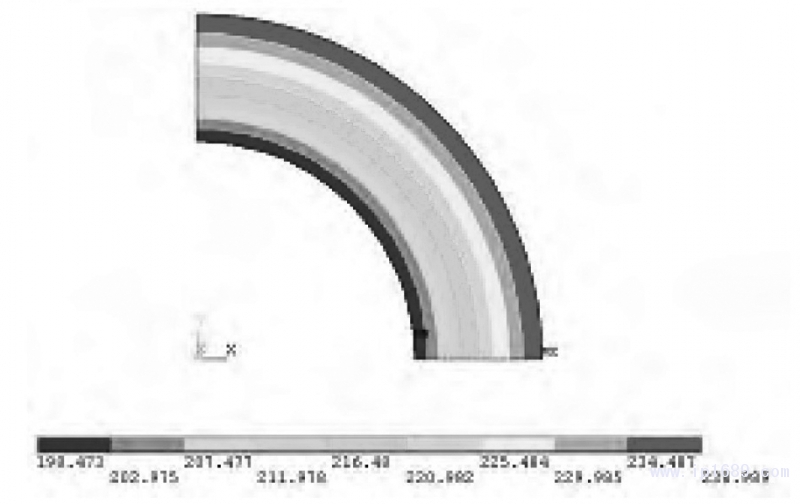
图5分析结果
3.结论
电磁加热技术是金属热加工工艺的一种方式,随着科技的发展其应用领域在不断地扩展。本文主要论述了电磁加热技术在挤出机料筒加热应用上的原理,论述了电磁加热的优势。运用ansys软件对电磁加热的挤出过程中料筒的温度分布进行了研究,直观的展现了电磁加热升温速度快、加热效率高、能耗小的特点。
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













