










钟宇科,李旭宁
( 中国葛洲坝集团绿园科技有限公司,广东深圳 518052)
摘要: 淀粉类完全生物降解塑料,因为淀粉的特性,在吹膜加工过程中的破孔是最长见的现象。 分析穿孔的原因发现是晶点,通过分析晶点成分,检测螺杆和挤出机磨损情况确定了晶点产生的源 头。通过调整螺杆和修复挤出机缺陷后,彻底解决了吹膜破孔的问题。最后调整加工工艺延长了螺筒 的使用期限。
关键词: 完全生物降解材料,螺筒,螺文元件,磨损,位移探测仪器,淀粉
在白色污染日益严重,废旧塑料回收压力巨大的今天,人类把塑料的使用逐步往可持续方向转移,由此带来了完全生物降解材料的问世。因为完全生物降解材料的成本特性和使用特点,我们在材料中引入了淀粉单元,我们称之为 TPS,热 塑性淀粉( TPS) 是在外力、热和增塑剂协同作用下,原有的结晶结构被破坏,由晶态向非晶态的转化,使其在分解前先实现熔融,从而具有热塑性。它的加工温度在 105°C ~ 190°C 之间,大多数研究表明[1],热塑性淀粉混合体系为假塑性流 体,增加淀粉的无序化程度可以通过升高加工过程中的温度和延长物料停留时间来实现。从流 变学角度分析,其熔体仅能在高屈服力和高剪切力的作用下发生流动类似于合成聚合物的加工行为。因此,热塑性淀粉可以和传统塑料一样, 使用挤出机、注塑机等传统机械进行加工[2],故现阶段开发了一款 PBSA 为基材,复配经增塑剂 改性的热塑性淀粉( TPS) 及聚乳酸( PLA) ,制备三元复配的复合材料,进入量产阶段并全面推向市场。
在材料逐步问世的过程中发生了很多问题,其中最主要的问题集中在吹膜加工方面,但跟吹膜加工工艺无关,而是跟材料本身的缺陷相关。 该问题就是一直困扰淀粉类完全生物降解材料的薄膜晶点问题,它的出现会导致薄膜吹膜过程中 破 孔 ,尺寸偏移,加工废料增多,加工成本上涨,故本文重点针对这个问题做了专项研究。
1 实验部分
1.1 实验原料
PBSA 市售; PLA 市售; 热塑性淀粉 TPS,自制。
1.2 实验仪器及设备
吹膜机,MB - 600,广东金明塑胶设备有限公司; 双螺杆挤出机: 型号 TE - 75,长径比为40∶ 1,南京欧立挤出机械有限公司; 失重式喂料机: 型号 KT -20 系列,上海彩思机械设备有限公司 ; 位移传感器 : M i c r o -E p s i l o n 系列 ,德国米铱公司; 傅立叶红外光谱仪( FT-IR) : 型号 BRUKER VECTOR22,德国 Bruker 公司; 完成组装的同向 双螺杆。
1. 3 样品制备
1. 3. 1 制备 TPS/PLA/PBSA 复合材料
在80°C烘箱中将 PBSA 和 PLA 混合料烘干 5 h ,确保水分小于0.06% ,TPS的用量固定为30%,将三组份原料分别投入高速混合机里混合 ,混合均匀后送入长径比为40 ∶ 1的TE-70型挤出机中,从下料口开始到挤出机头结束的挤出机的各段螺筒温度设定为: 130°C/120°C/ 140°C /150°C /150°C /150°C /150°C /140°C /140°C / 160°C。螺杆转速为 200r/min 喂料速度 50kg/h,如 此制备得到 TPS / PLA / PBSA 复合材料。
1. 3. 2 制备 TPS/PLA/PBSA 薄膜
将 TPS/PLA/PBSA 复合材料放于烘箱中,设定温度 85°C,烘干 4h,投入吹膜机吹膜。螺杆直径55mm,长径比 30∶ 1,挤出设定螺杆转速 30r/min,熔体温度为 125°C,调整薄膜厚度 15μm 制备得到FLEX - 1 62 薄膜样。
1. 3. 3 薄膜外观观察及成分分析
薄膜尺寸偏移,薄膜表面有大量凸起半透明晶点,晶点附近都发生明显孔洞。于是我们针对晶点做了集中搜集,表面处理后的晶点做了点红外分析测试,测试结果见图 1。
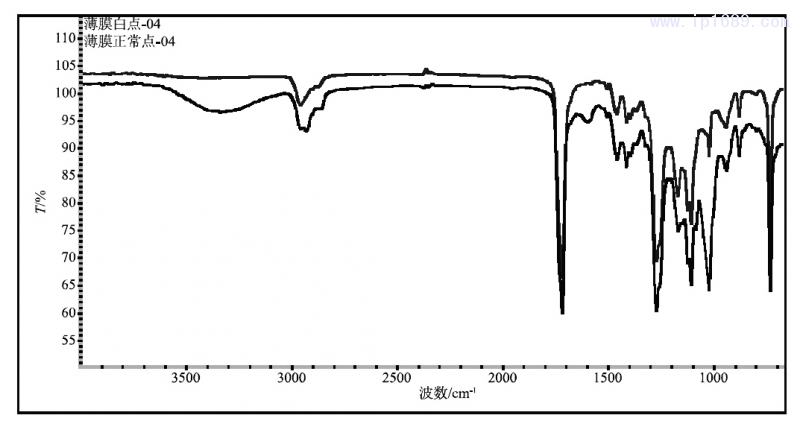
图 1 晶点红外谱图
红外显示 3500cm - 1 ~ 3700cm - 1 处存在明显的吸收峰,这是玉米淀粉中缔合-OH 的取代伸展振动吸收,故确定晶点是淀粉含量较高的淀粉点。
1. 3. 4 检测螺杆尺寸和螺筒尺寸
使用游标卡尺对挤出机螺杆的剪切螺纹元件做磨损尺寸测试,测试结果见图 2。
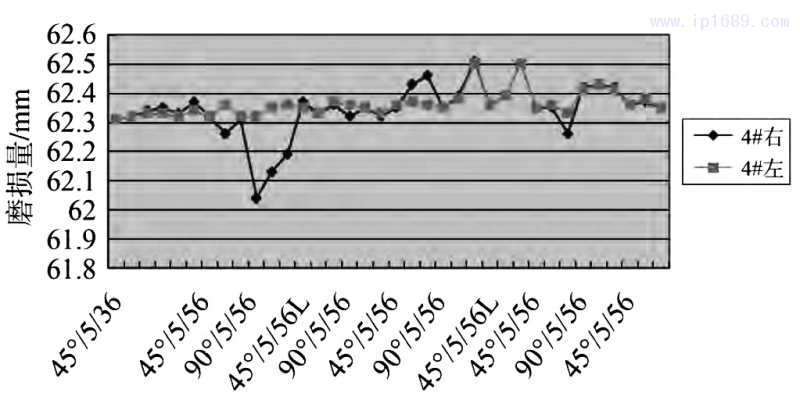
图2 剪切块磨损量检测图
测试结果显示,有一对剪切块存在不匹配性,长度偏差达到 0. 2mm ~ 0. 3mm。
利用位移探测器检测挤出机螺筒磨损情况,测 试谱图见图 3。
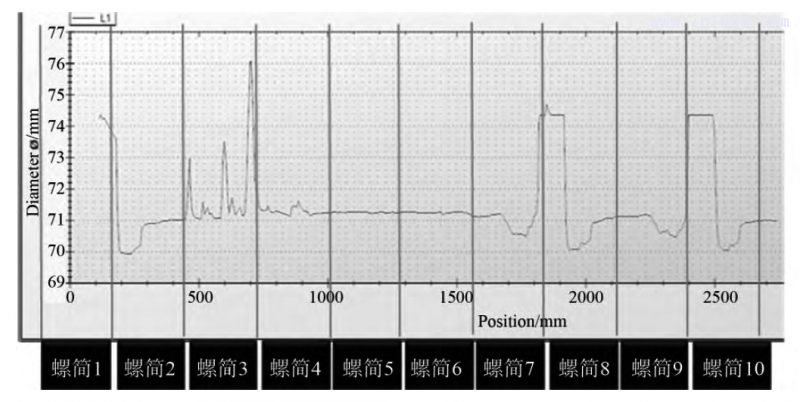
图 3 剪切块磨损量检测图
图 3 测试结果显示,在第二节螺筒到第三节螺筒处发现有大于 1mm 的磨损。
2 结果与讨论
2. 1 晶点形成分析
淀粉在转化为热塑性淀粉的过程中,将发生三个层次的转变[3]: ( 1) 淀粉颗粒外部破碎; ( 2) 削弱淀粉分子内和分子间的氢键作用力; ( 3) 淀粉分子部分降解,分子量降低。而塑化淀粉的主要原料是多元醇,如果螺杆组合上面存在缺陷,则挤出机中的塑化能力下降,螺筒内壁存在 > 1mm 的内凹缺陷,则会是淀粉在凹坑聚集,最后以未塑化的硬质晶点形式进入材料熔体当中,从而在吹膜工序当中显现出来。
2. 2 设备修复
( 1) 将同向双螺杆中明显磨损的剪切螺纹元件去掉,用全新螺纹元件替代; ( 2) 替换双螺杆挤出机有磨损的螺筒,同时在完成替换后再做螺筒位移探 测,结果见图 4。
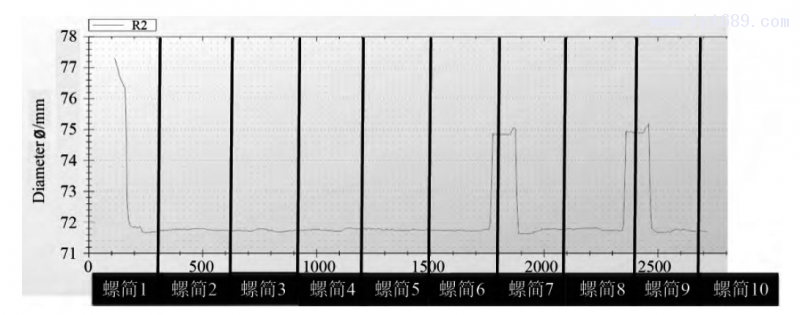
图 4 剪切块磨损量检测图
如图 4 所示,挤出机螺筒内壁光滑无明显磨损 缺陷。
2. 3 重复制备 TPS/PLA/PBSA 复合材料并做吹膜检验
按照 1. 3. 1 的操作步骤,在已经修复的双螺杆挤出机中制备 TPS/PLA/PBSA 复合材料,并按照1. 3. 2 的操作步骤制备薄膜观察薄膜外观果。
2. 4 吹膜检验结果
整个吹膜过程中,膜泡稳定,表面光滑,膜泡尺寸无偏移,整体薄膜表面无晶点产生,如图 5 所示。
图5 成品膜外观图
3 结论
淀粉类完全生物降解材料,因为淀粉的特性,对设备和螺杆的配合精度要求很高,经过多次重复数据的跟踪和测试,制定了磨损的控制量化指标,螺杆磨损尺寸配合精度差 < 0. 2mm; 螺筒内壁磨损要求 < 0. 5mm,且生产过程中控制增塑剂加入口的工艺温度,不得低于 150°C ,缓解螺筒被气蚀的程度,最终的挤出温度设定为 130°C /150°C /160°C /160°C /160°C /160°C /150°C /140°C /140°C /160°C ,经过长达两年的跟踪,该温度条件下, 螺筒更换的频率从以前的一年一次,变更为现在的3 年一次。
参考文献
[1]白福臣,叶永成. 改性淀粉/聚乙烯共混物性能 的研究[J]. 塑料科技,1998(3):34-37.
[2]何小维,黄强. 淀粉基生物降解材料[M]. 北 京: 中国轻工业出版社,2008: 11 - 23.
[3]张燕萍. 变性淀粉制造与应用[M]. 第二版. 北京: 化学工业出版社,2007: 31 - 36.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...














