









刘亦功
(一汽-大众汽车有限公司, 长春 130011)
【摘要】汽车车身轻量化是汽车主机厂实现节能减排的重要战略举措之一,包括材料选择、工艺技术实现的关键技术 和混合材料连接技术。结合生产实际,总结了铝合金材料、高强钢在汽车车身材料上的应用,总结了铝合金和高强钢的工 艺技术最新应用成果,介绍了混合材料连接技术,特别是随着铝材和高强钢在汽车车身上的广泛应用,使得混合材料连接需 要更多的创新技术,介绍了铝板材焊接、冷连接和粘接技术应用的最新成果。随着轻量化材料在汽车车身应用的不断增 加,轻量化材料和工艺制造技术将趋于更加成熟。
主题词:轻量化 材料 铝车身 高强钢 连接技术 制造工艺
1 前言
汽车产业的发展随着环保法规的日益严格和燃 油经济性的提高,已经将节能减排提到了首要地位。 提升汽车产业节能减排效能的环节包括设计低碳化 和制造低碳化[1],在设计方面若汽车整车质量降低 10%,燃油经济性可提高 6%~8%[2],因此汽车轻量化 是实现节能减排的重要环节,汽车产业包括主机厂和 供应链制定了汽车产品轻量化战略和目标,要实现这 一目标,需要在车身结构设计、材料选用、工艺制造技 术等因素综合考虑。本文主要从材料选用和工艺制造技术角度阐述汽车制造行业的轻量化技术的应用 情况,包括铝、高强钢、复合材料和连接和制造工艺的 应用。
2 汽车轻量化材料选用
2.1 铝材选用
2.1.1 薄铝板材的应用
薄板铝材作为一种较为成熟的轻质金属材料,在 匹配高精度、造型高难度的车身上,应用逐步被推广, 特别是随着铝板成形技术从 200°C温成形过渡到可以 常温冷冲压成形后,应用铝材越来越多的得到更多的 主机厂设计师的青睐。自 2010 年以来,合资品牌陆续 在国产化车型上引入了铝板生产制造设备和技术,同 时,国内外的材料供应商也提供了进口和国产化材 料,为国内车身采用铝材奠定了基础。目前应用较多 的零件有发罩、后盖、门、翼子板等总成部件。
奥迪车型为实现轻量化,在外覆盖件上使用了大 量的 6XXX 系铝板,国内生产车型车身最多采用铝材 190 kg/车,与钢板相比,相应零部件减重可达到 35%~45%,这样油耗将会降低 24.5%~31.5%。在外 覆盖件上使用铝板不仅能进一步降低车身质量,还能 降低整车重心。
2.1.2 铸铝的应用
除了使用铝板材以外,铸铝主要应用在能够承载 大载荷的零部件上,应用后减重效果明显且具有较高 的强度。铸铝的特点是具有较高的延展性、良好的焊 接性能以及较高塑性,从而保证车辆碰撞的安全性, 例如在汽车减震器上使用铸铝,目前同样广泛用于汽 车壳体、发动机结构件、电池包部件等。
2.2 高强钢材的使用
2.2.1 冷轧高强钢的使用
目前汽车行业在车身的重要结构件、安全件普遍 使用强度在 210~980 MPa 的冷轧高强钢,可以提升车 身强度、安全性,从而实现轻量化,包括双相钢、低合 金高强钢、烘烤硬化钢等。随着高强钢表面质量水平 的逐步提升,高强钢也首次实现了在外板件上的应 用,比如在车身门外板上使用 CR290Y490 T-DP-GI 双相高强钢,相比使用普通烘烤硬化钢,强度提升了 60%,通过厚度减薄,可以显著降低车身质量。目前抗 拉强度 490 MPa 的高强钢已经应用在顶盖以及门外板 上。如果将高强钢逐步应用到外覆盖件上,将能对车 身减重做出更大的贡献。
2.2.2 热成型钢板的使用
在高温下,热成型钢板具有良好的成型性,可以将多个零件合并生产从而减少零件数量并减重,同 时,由于其超高强度,可以降低零件厚度,减少单个零 件质量。目前热成型钢板广泛应用在汽车安全件上, 如 A 柱、B 柱、顶盖边梁、门槛、横梁、后纵梁等零件。 以中通道为例,采用热成型技术,可以实现减重 4 kg, 材料成本以及模具成本均有所降低。奥迪新一代 A8 采用了混合材料车身结构设计(图 1),铝合金占比降到 了 58%,热成型钢采用的比例也达到了近 10%[3]。
如果在车型中采用不等厚的热成型钢板,将会在 使用等厚度热成型钢板的基础上进一步减重。例如,在 B 柱上采用不等厚板热成型钢板(图 2)[3],实现零件 “硬区增厚,软区减薄”,满足零件的功能需求。变厚 度钢板(Tailor Rolled Blank, TRB)是通过轧钢机实施 柔性轧制获得的,使轧制出的钢板可沿轧制方向实现 变厚度分布。从而实现零件不同区域不同厚度,有效 减少零件数量,提升零件均匀性及整体强度,实现车身轻量化。
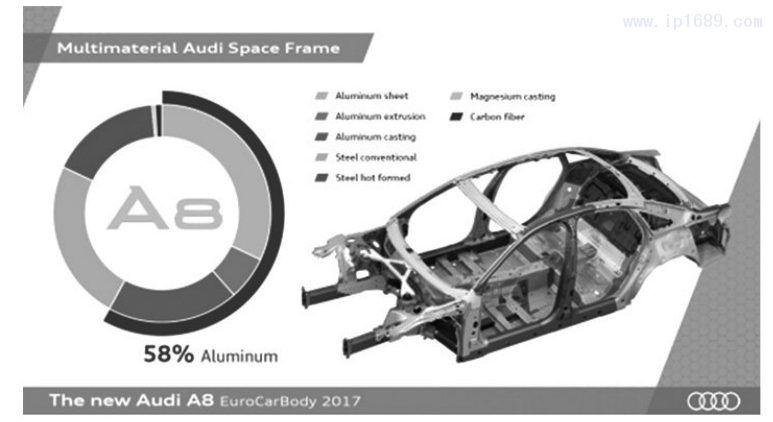
图 1 热成型零件在车身上的应用(部分框架)[3]
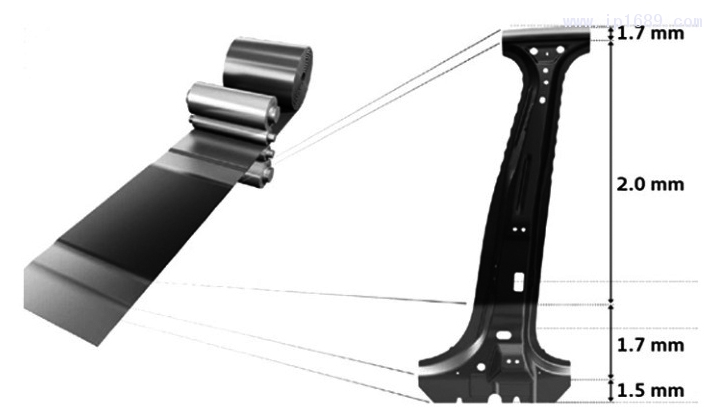
图 2 TRB 变厚度热成型钢板[3]
此外,热成型技术也引入了热成型激光拼焊技术。应用热成型激光拼焊零件,可以根据碰撞需求, 合理设定板料厚度,实现前端溃缩变形吸收能量,后 端支撑防止倾入乘员舱造成乘员的伤亡。极大程度 的提高了整车安全性能,减轻了整车重量。在车门上 使用热成型门环就是运用热成型激光拼焊的典型案 例,不但提高了车身的强度,而且进一步降低了车身 的重量约 10%~30%。
2.2.3 其它轻量化材料的应用
随着材料技术的不断发展,镁合金、碳纤维、三明治钢板等新材料也在越来越多的被广泛应用。 在部分车型中,方向盘骨架开始逐渐采用镁合 金,平均用量仅 1.5 kg/车,减重效果明显,并逐步在向变速器壳体、仪表板骨架、座椅骨架、车轮等零件拓展。
预计 2020 年碳纤维结构件成本降至 135 元/kg,也将促进碳纤维件的推广,扩大在车身覆盖件、结构件、 电池包壳体上的应用。
Audi 公司开始采用了集成隔热功能的三明治钢 板,在发动机机油底壳设计上得到了广泛的应用。
3 轻量化材料的工艺制造技术
未来的汽车车身将会由多材料体系结构组成的, 如新一代某款奥迪车身材料不再是传统的白车身了, 而是增加了铝镁合金、合金钢和碳纤维。因此多种材 料的连接将会是工艺制造技术发展的重中之重,工艺 制造分为 4 个专业领域,即冲压、焊装、涂装和总装。 每个制造过程都会对传统工艺有所改变,因为在白车 身上变化较大,本文重点阐述冲压及焊装的铝板生产 技术。
3.1 冲压
铝板的越来越广泛的应用,对冲压工艺技术创新提出了巨大的挑战。
从工艺设计角度而言,铝板的最大减薄率不能超过 17%,并且需要着重关注圆角、拔模角度的设计以 及尽可能避免凸台;而对于钢板而言,由于其成型性 比铝板好,最大减薄率一般控制在不能超过 20%。
从生产角度而言,由于铝件料屑问题多,返修率 普遍达到 10%,返修需要投入专用返修打磨间,返修 成本高。相比较而言,钢板的返修不需要苛刻的环 境,返修的成本比铝板低很多。铝件回弹大,导致铝 冲压件尺寸难以控制和调节,目前德国设计的模具铝 件尺寸符合率也不高,平均不足 70%,而钢板模具,尺 寸符合率一般能达到 98%以上;
从模具角度而言,由于铝的弹性模量仅为钢的 1/3,铝板冲裁断裂后的弹性恢复比钢更为剧烈,铝板 断裂后断面与冲头侧壁接触的压应力更高,剐蹭更为剧烈 ,产生更多热量 ,由于铝板自身具有粘性,铝 板断裂面上的一些材料就会粘附在冲头侧壁上[4],形 成积屑瘤,导致冲裁间隙变小,产生毛刺,为此,需要 对模具冲头镶块的结构及表面进行特殊设计。
从设备角度而言,铝板分张时,不能使用磁力分 张,拆垛站不能使用磁性皮带。在开卷落料线更需要 注意下列事项:
●生产铝板用铝板校直机和铝板进给装置,钢板 和铝板不能混用校直机和进给装置;
●生产铝板不能用清洗机,尽可能用停落堆垛 模式;
●校直机的校直辊要定期拉出进行彻底清洁,引 入装置的净辊和进给辊要定期清擦;
●整个设备的用于带料支撑的所有滚轮要定期 清擦并检查转动的灵活性;
●进给辊和测量辊压力要调整适当,避免在板料上产生痕迹;
●伸缩皮带托料杆凸轮要调整适当,减少板料端 部与托料杆的磕碰;
●校直机引入辊压力要调整适当,避免在板料上产生痕迹。
3.2 连接技术
连接技术是车身设计的核心技术之一,也是影响车身制造工艺的重要因素,其中焊接、包边压合是焊 装工艺中的重要环节。奥迪公司全新 A8 生产过程中 采用了 13 种连接技术[5] ,见图 3。本文就先进的点焊、 激光焊接、包边压合和粘接技术在生产中的应用进行 总结。
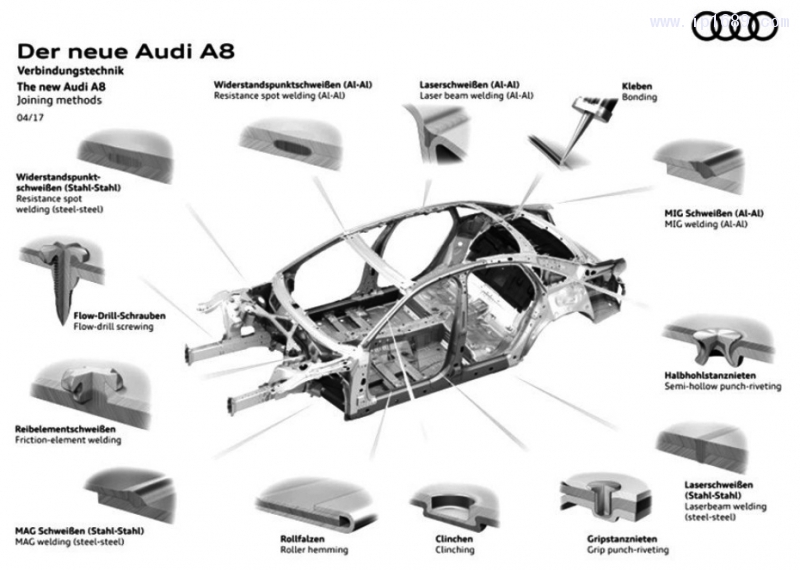
图 3 全新奥迪 A8 车身连接技术[5]
3.2.1 点焊
点焊作为一种普及率高的技术是一种具有应用历史悠久的连接技术,目前广泛用于车身的钢与钢连 接中。点焊技术效率高、成本低,技术成熟度高。而 由于铝合金熔点低、线膨胀率高、导电率高、表面易氧 化等特性,给传统的点焊技术在铝板的连接应用带来 了新的挑战,目前铝的连接应用点焊较少。为了克服 铝材料的点焊问题,各大主机厂应用了不同的技术, 例如通用汽车公司就在电极帽上进行技术创新,应用 多环形圆顶电极,能刺破铝氧化皮,能大大增加电极 的寿命(图 4)[6]。
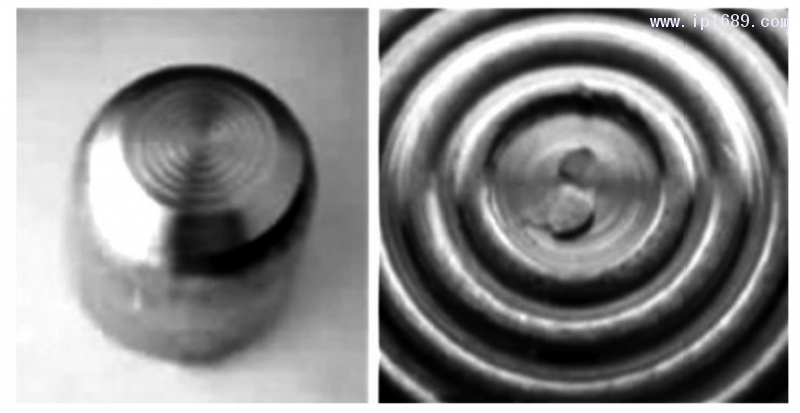
图 4 多环形圆顶电极[6]
3.2.2 激光焊
激光焊技术被广泛的应用于钢制车身以及铝制车身上 ,特别是门总成、后盖总成、顶盖及侧围连接等,包括双层或三层板材搭接、角接熔焊,对接钎焊、 搭接钎焊等,在奥迪某一车型中,白车身激光焊缝总 长度长达 42 m。应用铝合金采用氩弧焊时,由于铝板 本身表面易产生难溶的氧化膜、接头软化、易产生气 孔等特性,导致焊接过程中产生熔透能力差、焊接变 形大等缺点,因此逐渐将激光焊接技术更多的应用于 铝板以及异种材料的连接技术中。
激光焊接的优点主要有以下 4 方面:
(1)强度高,线性焊接经测试可以提高 30%的焊接强度。
(2)速度快,激光焊焊接速度可达 40 mm/s,工作效率大大提高,传统焊接工艺望尘莫及。
(3)变形小 ,这是激光焊的优势,其光束的焦点直径仅 0.6 mm,且其焊缝的宽度也只有大约 1.5~ 2.0 mm,因此激光焊接焊缝区域微小,其它部分变形 量可以忽略不计。
(4)质量好,全自动激光焊接焊缝小而均匀,外型 美观。如汽车顶盖与侧围处的激光焊接位置,到总装 配时可以取消装饰条,成本又大大的降低了。
但是如此完美的焊接也是有缺点的:激光聚焦光 斑直径细小,对焊接装配精度要求高,同样,对冲压单 件的尺寸精度提出了极高的要求,一般在 0.2 mm,且 对尺寸变化极其敏感。因此会造成单件的制造成本 增加。
奥迪公司在全新 Audi A8 车型的生产中引进了远 程激光焊接技术,由于取消了传统激光焊接的质量控 制,使得整个远程激光焊接技术比传统激光焊接节省 95%的成本[7]。
3.2.3 冷连接技术
(1)包边压合
包边压合是一种机械冷连接方式,广泛的应用于 汽车的车身连接,可以实现钢板、铝板以及各种金属 材料的连接,主要应用于实现四门两盖内外板的连接 等功能,基于焊装线节拍的设计选择采用机器人滚边 压合或者压合模压合方式。整体式压合由上下模组 成,机器人压合由机器人带着滚轮和压合夹具组成。
压合模的生产效率高、节奏快,但是投入大且柔 性差。机器人滚边压合的优点是包边尺寸精度容易 控制、质量稳定且技术相对成熟,设备柔性高。铝合 金在其包边过程中,由于其成形性差,容易产生裂纹 和断裂,因此一般分为预包边和终包边工艺,采取小 变形、多道次滚压的方法,且包边形状尽量设置为水 滴型包边。由于铝板在包边过程中比钢板更容易发 生开裂的情况,为了控制焊装包边开裂的情况,可以 适当加大内包边半径。6XXX 系列铝板的时效性也会 影响包边的质量,随着时间的延长,铝板的包边性能 会随之下降,在使用接近时效期限或者已经超过时效 期的铝板时,更加要关注其包边的表现。
(2)无铆压力连接(Clinching)
无铆压力连接是利用板材本身的冷变形特性,即通过对板材施加压力,使板材局部产生变形而将板材 连接在一起的机械连接技术。
优点是:成本低,不需要额外的铆钉,没有耗材, 连接费用约为点焊的 40%~70%;在大规模生产制造 中,易于实现快速自动化;工具和设备寿命较长,通常 可以实现 20 万次连接;连接强度高,表面镀层不会被 破坏,抗锈及腐蚀能力也不会被损伤。因为生产过程 产生的噪音较小且没有烟雾和热量,对现场工作人员 健康和安全的影响很小。
缺点是:夹紧力较高,通常在 20~70 kN,需要较 大的 C 型铆接枪;而钢铝混合车身结构对连接点强度 的要求就更高。经实验,无铆压力连接动态疲劳连接 强度约为点焊的2到3倍。
3.2.4 粘胶连接
粘胶连接技术在车身应用时,主要与铆接以及包 边压合方式一起使用,粘胶接在汽车工业中的应用已 经有很长时间的历史,并被广泛应用于钢板、铝板以 及不同材料的连接等多种连接过程,涂胶设备由涂胶 枪和控制系统组成,根据结构型式分为手动涂胶和自 动涂胶,根据胶的性能分为加热胶和不加热胶。与其 他连接方法相比,该连接方式的优点是面接触,这样 不易产生应力集中。同时兼顾了良好的密封性,更高 的刚度、疲劳强度以及 NVH。其缺点是:由于使用胶 品为高分子化合物,受环境影响明显,比如温度和湿 度;由于粘度比较大,需要比较高的使用温度,耗能较 高;为了避开铆接点需要点段式涂胶,对涂胶设备的 要求也比较高。因结构胶的质量对车身强度有较大 影响,大部分的结构胶都采用实时视觉系统对涂胶缺 陷进行监测。
以上是车身常用的一些连接工艺,还有其他一些 工艺不再进行介绍,包括 FDS(热熔自攻丝)、摩擦旋 转焊、点焊、氩弧焊等技术。连接工艺的应用是需要 综合考虑,主要取决于车身结构以及材料选择。真正
有意义的轻量化,是在考虑车身安全作为最基本前提 下进行的。既要满足越来越严格的各国碰撞法规,保 证乘客安全,同时能够降低汽车质量,实现更好的轻 量化,将会是汽车制造商未来一直面临的重要课题。
4 结语
轻量化材料和轻量化材料的加工技术近些年来 发展迅速。在国外很多技术已经达到成熟运用的阶 段。在可以预见的未来,在电动车市场的推动下,对 车身轻量化的要求进一步增加,国内未来几年将是轻 量化材料及其加工技术迅速成长的时期。铝板材、铝 铸材、冷轧高强钢、热轧高强钢的发展,以及轻量化材 料加工和连接技术的进步,将助力国内轻量化技术的 进步与应用。
参考文献
[1] 张晓艳,王永军,李骏,等.中国汽车低碳化系统工程研究 [J].中国科学,2018,20(1):23-29.
[2] Joost, W.J. Reducing Vehicle Weight and Improving U.S.Energy Efficiency Using Integrated Computational Materi⁃ als Engineering [J]. JOM, 2012, 64(09): 1032-1038. https:// doi.org/10.1007/s11837-012-0424-z.
[3] T. Haemmerle, D. Hussmann. The new Audi A8 [C].Euro⁃ CarBody2017.
[4] 刘益成, 曲政, 孙胜伟. 铝冲压件生产稳定性研究[J]. 汽车 工艺与材料,2019(8):26-30.
[5] Audi.Leightweight Construction[EB/OL].[2015-4-30]. https: //www.audi-mediacenter.com/en/photos/album/leight⁃ weight-construction-240.
[6] 张林阳. 全铝及钢-铝混合车身轻量化连接技术[J].汽车 工艺与材料2018(8):1-8.
[7] Audi. Looking ahead to the new Audi A8: Space frame with a unique mix of materials[EB/OL].[2017- 05- 04]. https:// www.audi- mediacenter.com/en/press- releases/looking- ahead-to-the-new-audi-a8-space-frame-with-a-unique- mix-of-materials-7567.
 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













