










武杰, 秦辉
(中国电子科技集团公司第二研究所, 山西 太原 030024)
摘要:为了提高生产效率,降低生产成本,自动化设备渐渐取代了人工手动机台。全自动 FOG(FPC On Glass)邦定机是实现柔性电路 FPC 和液晶玻璃或者触摸屏机械连接邦定的一种自动化设备。因此,重点介绍了霍夫变换算法在 FPC 上料机中的应用,视觉系统在 FPC 上料机当中的应用,将极大地提高 FPC 上料机的上料效率。
关键词:FOG邦定机、FPC上料机、霍夫变换
中图分类号:TP 391.41 文献标识码:A 文章编号:1003-773X(2018)06-0169-02
引言
FOG 邦定机主要由LCD 上料机,ACF 邦定、预压邦定、主压邦定以及FPC 上料机,自动下料部分组成。整个设备邦定的工艺流程是:先将 ACF 导电膜贴附在液晶玻璃的 ITO 端子处;然后通过机械手搬运到预压部分,依靠视觉系统将液晶玻璃与 FPC 采用低温,小压力黏附在一起;最后在主压单元,采用高温、大压力、长时间的方式将黏接处的导电粒子压碎并固化,既实现了单方向导电,又将液晶玻璃与 FPC 邦定在一起。其中,FPC 上料的作用是将 FPC 搬运到FOG邦定机预压部分。FPC上料机最先采用的是机械定位方式,及把 FPC 放入提前刻好凹槽的料盘当中,算好料盘行列数和间隔距离,然后控制机械手自动走到每个定位位置,实现抓取上料。在实际生产当中,由于人工摆放,以及料盘规格存在误差,经常出现机械手走位不准确,吸取位置到了 FPC 边缘或者到了料盘凸起部分,造成上料失败,引起设备报警,暂停生产。本文将介绍一种霍夫变换算法,用视觉识别取代机械定位,可极大提升 FPC 上料机的取料成功率。
1、数学模型与算法
霍夫变换是现在视觉系统中常用的一种算法, 它可以很好的对直线和曲线图形进行识别。这一算法具有对局部缺陷不敏感、随机噪声鲁棒性强、适合并行处理等特点,并且已经广泛应用于计算机视觉、图像处理、机器视觉等领域 [1]。下面是最小二乘法的霍夫变换的推导由来[2]。任意一个圆可由圆心坐标(A,B)和半径R表示为:
(x- A)2+(y- B)2=R2 . (1)
变换一下公式(1),我们可以得到:
R2=x2- 2Ax+A2+y2- 2By+B2 . (2)
假设 a=- 2A,b=- 2B 以及 c=A2+B2- R2,所以,圆参数可以表示为:A=a/- 2,B=b/- 2,。从而得到:
x2+y2+ax+by+c=0 . (3)
如图 1 所示,如果图上一系列小点集的坐标分别为({ X1,Y1),(X2,Y2),…,(Xn,Yn)},这些点到图中圆弧圆心的距离为 dn,根据公式(1)(3),可以得到:
dn2- R2=(X - A)2+(Ya - B)2- R2=X n2+Y 2+aXn +bYn +c . (4)
图1 圆弧周边的点集
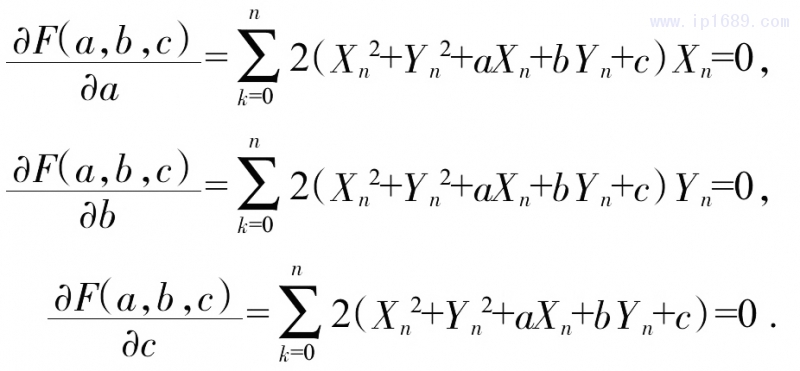
假设一个新方程:
那么 F(a,b,c)的偏导数为 0:
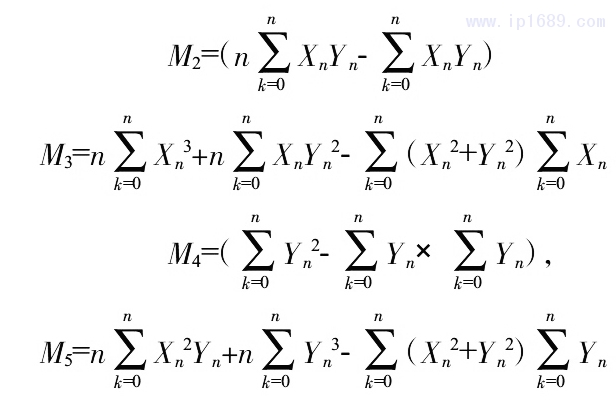
假设:
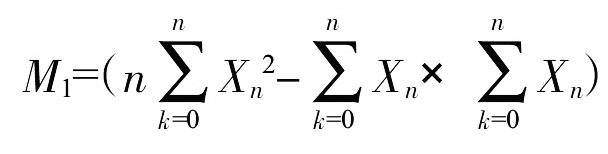
解方程(6)(7)(8)并带入 M1、M2、M3、M4、M5,可得:
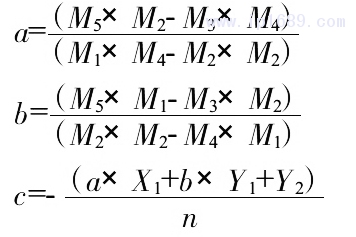
这样通过霍夫变换,我们可以用 a、b、c 三个设定参数来表示圆心坐标以及圆半径。
2、流程设计与实现
首先,相机在其视野内拍摄图像,程序会将拍到的图片由彩色图片自动转换成为灰度图,利用边缘检测索贝尔算子,找出边缘点[3] 。然后通过计算公式算出每个边缘点在 X、Y 两个方向上的梯度,并且应用霍夫变换,可以得到候补圆心点的坐标,统计不同半径的频次,将所有候补圆心由得票多少进行排序。最后,通过分析圆存在概率以及其峰值,遍历每个候补圆心点,得票数高以及满足固定靶标参数的阈值候补圆心可以被当做是最佳圆心,返回靶标圆的坐标[4]。流程图如图 2。为了适应高精度的要求,我们将实际测量好的靶标圆心的半径作为阈值,这样可以快速排除大部分不在检测范围内的圆半径。
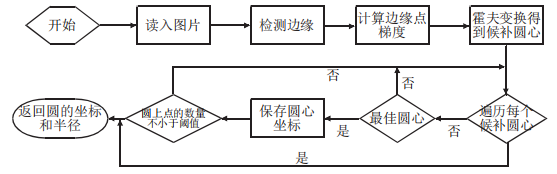
图 2 霍夫变换检测圆心的流程图
3.、实验结果与实际应用
为了评估该程序改进算法的准确率,我们选取了 50 张拥有真实圆数据的的图片,其中(a,b,r)分别表示为圆心 X、Y 向坐标以及圆半径长度。根据这50 组实验数据,我们可以得到该程序检测出的目标圆的平均误差值为(0.068,0.023,0.133);误差的标准偏差为(0.000 367,0.000 178,0.001 535)。此程序的运行精度完全可以满足 FPC 上料机上料位置 0.1 以内的误差要求。
图 3 所示为一种常见的小尺寸 FPC,其中间部分有很明显的 logo 可以被当做靶标供摄像头识别,靶标的圆心所在位置也有利于机械手进行抓取。图4 为识别结果并且返回圆心坐标位置及其半径。
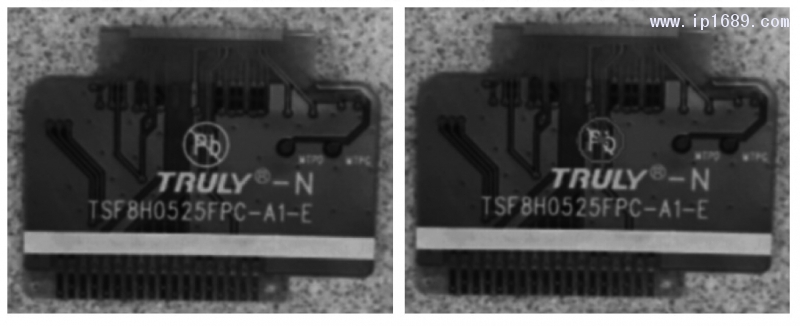
小尺寸FPC(左) 检测结果(右)
如果相机视野大,在一个视野中,会出现多个FPC,该程序可以将视野内的靶标全部标出并返回给机械手,机械手判断最近位置进行抓取,提高上料效率,如图 5;该程序也可以将视野中的靶标进行最优排序,返回最佳靶标位置,这样可以保证上料精度及准确率,如图 6。
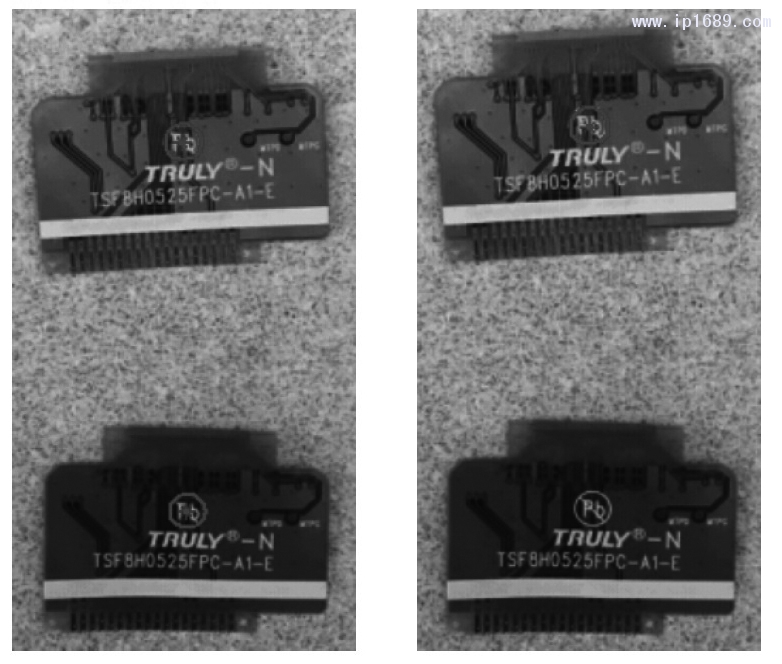
返回视野中所有圆心(左) 返回最佳圆心(右)
在实际生产中,也会遇到一些异形 FPC,拖着长长尾巴的 FPC 也是较常见的,如图 7 所示,为了抓取牢靠,在 FPC 上料机上增加辅助吸嘴的机械结构来保证抓取稳固。该程序可以根据实际需要,返回机 械手最佳单一坐标,或者同时返回靶标圆心位置和辅助靶标圆心位置,如图 8。
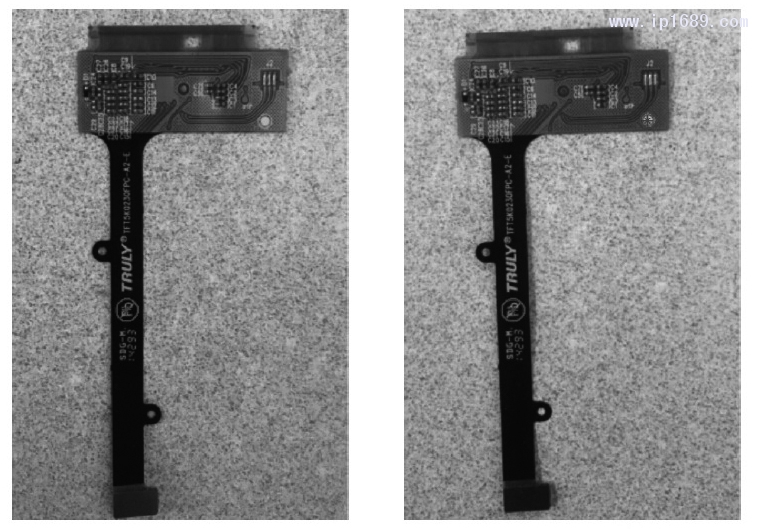
异形FPC 返回最佳圆心(左) 返回圆心和辅助圆心(右)
4、结语
FPC 自动上料机大大提高了全自动 FOG 生产设备的自动化程度,也减少了大量的人力成本,提高了生产效率。视觉系统在 FPC 上料机中的应用,进一步提升了自动化设备的技术水平,有着巨大的经济效益。
参考文献
[1] HK Yuen, J Princen, J Illingworth, et.al. A comparative study of Hough Transform methods for circle finding [M].Copyright 1990 Published by Elsevier B.V.,1990.
[2]崔继文,谭久彬.基于约束抽样 Hough 变换的圆轮廓快速检测技术.哈尔滨工业大学学报,2005,37(10):1 394- 1 396.
[3]胡占义,吴福朝.基于主动视觉摄像机标定方法.计算机学报,2002(11):1 150- 1 156
[4]David Manthey .General Least- Squares - Direct Solutions and Bundle Adjustments.Copyright:1999- 2005.

 聚砜医疗干粉吸入...
聚砜医疗干粉吸入... 塑料包装材料的减...
塑料包装材料的减... 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













