










潘平盛
广东理工学院工业自动化系,广东肇庆 526040
摘要:为满足工业生产要求和提高企业的生产效率,设计了一种新型的工业生产线自动化搬运码垛机械手及控制系统。介绍了码垛机械手结构及检测柜平台的设计与安装、机械末端气动控制系统、电力控制系统。提出触摸屏作为上位机,以PLC作为控制器,三位五通换向电磁阀、伺服电机、气缸为驱动设备的电气机械手控制方法,重点讲解了气动回路、控制系统的硬件组成以及PID参数对控制伺服电机影响。最后,对整个电气控制系统回路进行调试和实验。实验数据表明:该电气控制系统设计合理,能够达到企业的生产要求。
关键词:自动化生产线;控制系统;气动回路;PLC
1引言
随着经济的不断发展、人民美好生活对物质提高了要求,特别是对饮食和衣着方面。因此,提高生产技术至关重要,而在工业生产中,机械手具有稳定性高、操作简单、以及高效率等特点,很好的适应在特殊场合和工作环境中,广泛应用在工业、食品、医疗等领域[1-2]。目前,我国码垛机械手控制系统上取得很大突破和研究。例如:文献[3]研究的玻璃检测机气动系统设计,设计了一种气动控制的玻璃检测机机械臂,并阐述了其工作原理;文献[4]设计了钢化玻璃碎片快速检测装置,对装置结构和控制系统进行了优化,实验数据也能很好地验证其检测效果;文献[5]对板材下料自动拾取机器人控制系统进行的设计,利用Simulink对机器人结构进行了分析和仿真。
设计的码垛机械手是一种直角坐标式机械手,执行装置是伺服电机和气缸。机械手末端的夹取通过气缸的伸缩来完成,而X、Y、Z三个方向的运动通过伺服电机的旋转来带动滚珠丝杠旋转,从而实现前后、左右、上下直线运动。码垛机械手创新点和优点在于:(1)X、Y、Z三个方向的运动通过伺服电机带动滚珠丝杠旋转,运动过程中负载能力强;(2)结构简单,占地面积小,降低生产成本。
2机械手平台的搭建及系统控制要求
2.1机械手基本组成结构
机械手主要由支架3.Y方向的移动臂、4.Z方向的升降臂、6.末端吸盘以及10.电机组成,如图1所示。机械手主要安装在传输线两侧,如图2所示。左侧是将传输线上产品抓取并放入检测柜的每一层中,右侧机械手平台主要是将检测完成的产品取出并放入传输线。产品检测柜平台,主要组成有多层架构、产品检测仪。其作用是将传输线上传送过来的待检产品进行检测。而多层架构可以实现快速摆放并进行检测,提高检测和抓取效率。
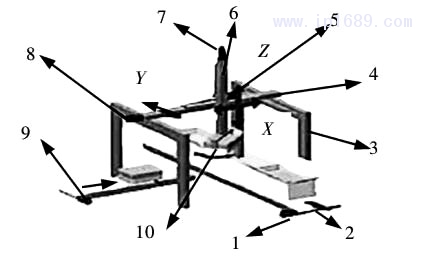
图 1 码垛搬运机械手平台
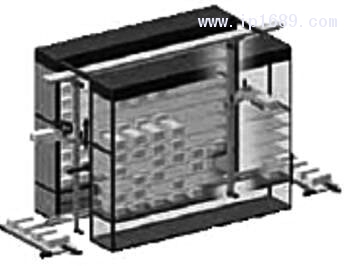
图 2 自动化生产线码垛柜平台
2.2机械手控制要求
将待检产品经左侧传输带传输到检测柜处,左侧机械手将产品依次码放在检测柜的各层之间,待检测完成后,右侧机械手依次抓取并存放在右侧传输带中进入下一道工序继续加工处理。机械手抓取工步顺序具体要求如下:
抓取工步要求:
(1)X、Y方向水平移动情况:X方向移动是靠导滚珠丝杠完成的,而Y方向移动是靠导轨系统完成的,两者都是由PLC脉冲输出位置控制功能驱动伺服放大器控制伺服电机精确定位。
(2)变频调速:控制过程中采用变频器进行调速,便于控制机械臂前后、左右、上下运动。
(3)整个码垛搬运过程可以由两种操作方式完成搬运动作:
自动循环操作:按下启动按钮,机械手按照人为设定的控制程序连续完成码垛搬运工作,直到按下停止按钮,否则搬运工作一直进行;
手动操作:在设计过程中,末端吸盘吸取、X方向前后移动、Y方向左右移动、Z方向升降等8个动作步设置8个按钮,分别控制机械手运动。
(4)末端吸盘吸附和松开、X方向移动、Y方向移动、Z方向升降等运动能实现精确定位,且每个动作相互之间必须有互锁作用。
(5)机械手末端真空吸盘必须气密性良好。
3气动回路设计
3.1气动回路基本组成
气动回路组成包括:气源装置、介质、执行元件、控制元件、辅助部分[7]。机械手末端气动原理图,如图3所示。主要由过滤器、调压阀、电磁阀、换向阀、夹持气缸组成。
电磁铁动作顺序,如表1所示。首先,当工件到达指定位置时,三位五通电磁换向阀左侧YV1、换向阀YV3同时得电,处理后的气体快速进入,使得机械手末端吸盘实现码垛吸附;其次,当机械手运动到码垛指定摆放位置时,三位五通电磁换向阀右侧YV2、换向阀YV4同时得电,机械手末端实现码垛松开,此时码垛进入传送带进入下一道工序;最后,当YV1、YV2、YV3、YV4同时都处于失电情况下,机械手末端吸盘处于原位保持,等待下一个命令启动。
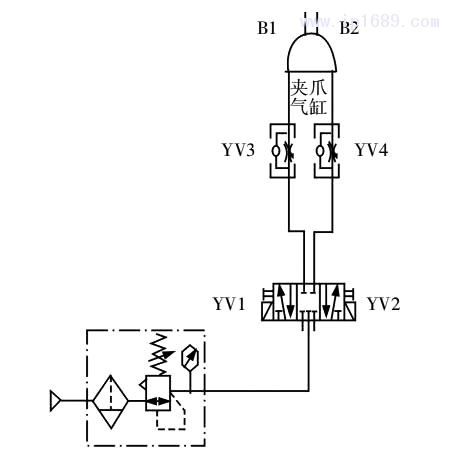
图 3 机械手末端气动原理图
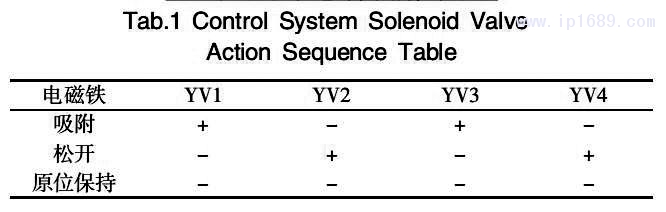
表 1 控制系统电磁阀动作顺序表
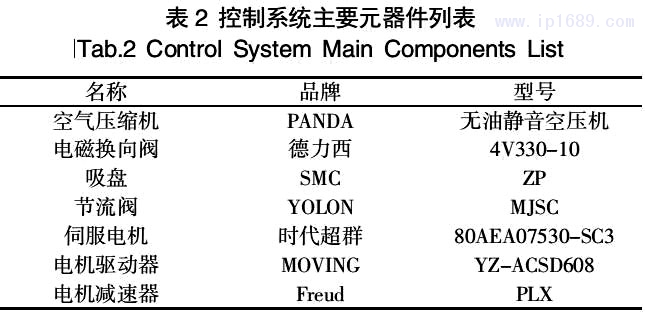
3.2电气元件选型
设计的机械手控制系统中主要相关元器件型号,如表2所示。
3.3机械末端夹取吸盘力计算
末端执行机构吸盘臂上安装1个吸盘,如图1所示。吸盘直径为: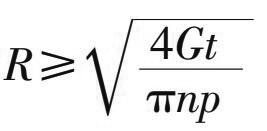
式中:G—码垛重量,单位N;t—安全系数,当水平吸附码垛时t≥4;n—洗盘的个数,此时n=1;P—吸盘真空度,单位为MPa;R — 吸盘直径,单位mm。
试验中,一块码垛的平均重力G=200N,单个吸盘直径R= 160mm,因此在水平吸附吸附下,吸盘的真空度分别为:

4机械手控制系统设计
4.1系统硬件组成
机械手控制系统硬件组成包括:主控器PLC和外部输入输出设备。主控制器采用三菱PLC,包括电源、I/O、存储器以及通讯端口;输入设备包括传感器、控制按钮、控制面板以及触摸屏;输出设备主要包括电磁阀、变频器、继电器以及负载,例如报警灯,鸣笛等[8]。
4.2PLC编程
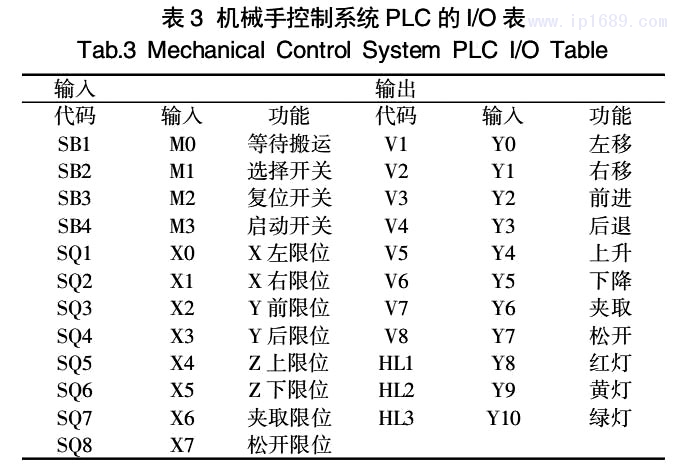
机械手控制系统主要有两种控制模式:手动开关控制和触摸屏控制。主控器三菱PLC上的I/O口作为输入、输出,控制着整个机械手动作。在手动控制情况下,需要8个开关控制着X、Y、Z方向的输出伺服电机以及末端输出夹取电磁换向阀,方便手动调试和检修;在触摸屏控制方式下,有单周期和自动循环选择,通过点击触摸屏软开关向触摸屏辅助继电器M发出命令,从而控制输出线圈变化;其中M1作为单周期和自动循环选择命令,M2为复位命令,M3为启动命令,M0为等待搬运状态命令。机械手控制系统PLC的I/O分配,如表3所示。当机械手系统初始化完成之后,在触摸屏控制模式下,按下启动按钮M3时,机械手完成左移、右移、前进、后退、上升、下降、夹取、松开等多个工序,控制流程图,如图4所示。
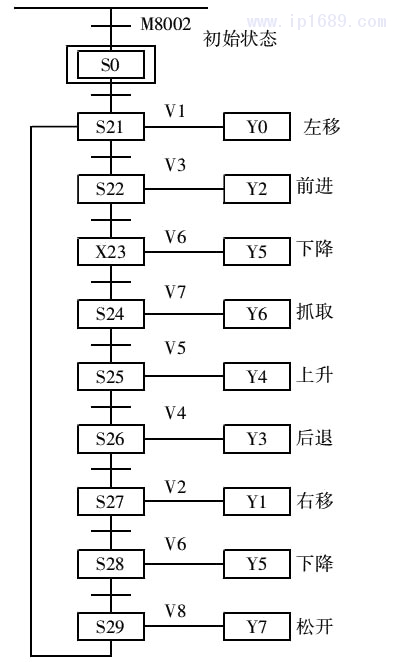
图 4 机械手功能流程图
4.3伺服电机控制模型
机械手控制系统分为:传输模块和搬运模块。皮带轮传输和搬运机械手X、Y、Z方向移动主要通过控制伺服电机,机械手才能够完成左移、右移、前进、后退、上升、下降、夹取、松开等多个工序。因此,伺服电机控制的研究对机械手的运动位置和速度具有重要的意义。伺服电机的物理模型,如图5所示。
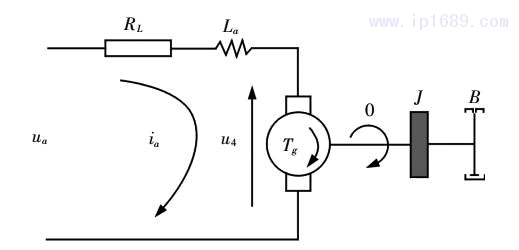
图 5 伺服电机物理模型
中:Ua—电枢输入电压(V);Ra—电枢阻值(H);La—电枢电感(H);ia—电枢电感(A);Uq—电枢电感(V);J—转动惯量;θ—转角(rad);B—粘性阻尼系数(N.m.s);Tg—电机电磁转矩(N.m)。
根据牛顿第二定律及基尔霍夫定律[9],对图6示意图列出方程组:(3)
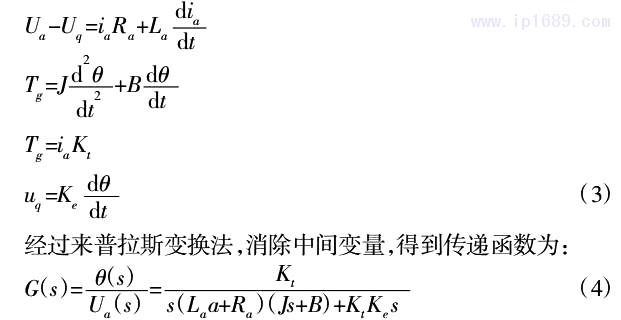
经过来普拉斯变换法,消除中间变量,得到传递函数为:
(4)
其中,J=3.23,B=3.51,Ra=4.00,La=2.75,Kt=Ke=0.03。
5触摸屏界面建立及样机实验
5.1建立触摸屏界面
机械手控制系统监控建立在工业组态基础上,设计中我们采用MCGS的TPC1162Hi触摸屏作为本次试验的监控设备,在MCGS中建立搬运机械手变量和PLC变量,并且将两者变量相互建立关系,最终得到系统联机界面监测,如图6所示。

5.2仿真结果和分析
将整个控制系统线路连接之后,设置电机驱动器不同的PID参数,如表4所示。通过操作上位机,测试出在不同PID参数下机机械设计与制造No.410Apr.2020械手运行状态(包括平稳程度、达到平稳状态所需要的时间),如表4所示。利用Matlab仿真实验得出电机趋于稳定运行状态的最优参数,且Matlab仿真PID控制方式下的阶跃响应曲线,如图7所示[10-11]。
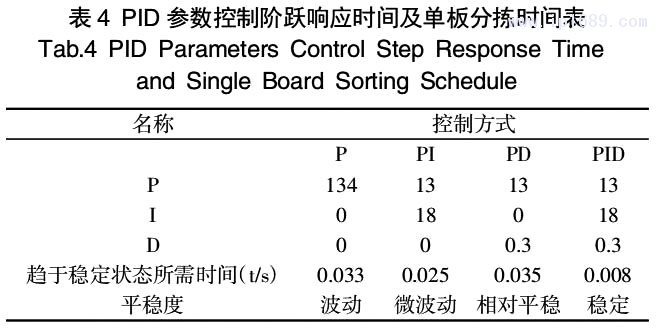
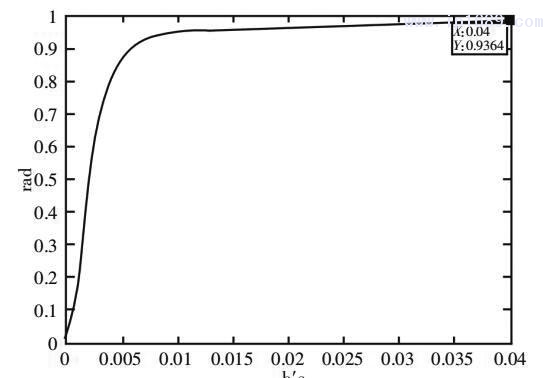
图 7 PID 控制阶跃响应图
对比P、PI、PD、PID控制参数表表4和PID控制方式下的仿真曲线图7,可以看出:
(1)PID控制方式下,系统快速趋于稳定状态,所需要的时间最小。
(2)对比P、PI、PD、PID控制方式下,系统的平稳度从波动、微波动、相对平稳、稳定等状态逐步趋于稳定。
(3)PID控制的响应曲线在输出值没有达到稳定状态之前,系统没有出现振荡现象。
(4)PID控制输出响应曲线达到稳定的时间为0.008s,响应速度比P、PI、PD控制明显提高,且没有静态误差。
因此,码垛机械手X、Y、Z方向电机控制系统采用PID控制,PID控制比P、PI、PD控制其性能明显提高,超调较小,稳定时间快,具有更好的动态性能。
6 结论
设计的机械手是一种直角坐标式机械手,执行装置是伺服电机和气缸:
(1)以码垛搬运机械手为研究对象,设计了其自动化控制系统,介绍了机械手结构图、气动回路、电机控制、系统硬件组成、以及 PLC的 I/O分配;
(2)建立控制电机模型,利用组态王软件建立人机交互按界面,通过Matlab仿真不断调节 PID参数,得出P、PI、PD、PID控制下的伺服电机最优控制参数和阶跃响应图。实验数据结果表明,PID控制下其性能明显提高,超调较小,稳定时间快,具有更好的动态性能,能够满足设计要求。
参考文献
[1]计时明,黄希欢.工业机器人技术的发展与应用[J].机电信息,2015(6):1-13.
[2]骆敏舟,方健.工业机器人技术发展及其应用[J].机械制造与自动化,2015(2):1-13.
[3]徐宝文,陈珂.玻璃检测机气动系统控制[J].液压与气动,2014(10): 89-90.
[4]邴智刚,吴淳杰,陈锋.钢化玻璃碎片快速检测装置的设计及实验[J]. 化工管理,2017(5):59-61.
[5]王从宏,万熠,王桂森.板材下料自动拾取机器人控制系统设计[J].实验室研究与探索,2017(4):64-65.
[6]张强.料桶提升加料机构的研究与设计[D].南京:南京理工大学,2012.
[7]席文清,周传俊,王志东.一种利用直线型气缸代替摆动型气缸的机构[J].金属加工,2015(4):40-41.
[8]李攀,昌希武,颜高彦.基板上片机的机电一体化控制系统[J].中国高新技术企业,2013(17):64-65.
[9]陈建明.自动控制理论[M].哈尔滨:电子工业出版社,2009:52-55.
[10]石文昭.PID 控制系统的设计以及 MATLAB 仿真[J].电子技术与软件工程,2016(21):109-110.
[11]Kayoko Hayashi,Toru Yamamoto.Closed-loop data-oriented design of a PID controller[J].IFAC Proceedings Volumes,2012(23).
[12]付瑞玲,乐丽琴.基于 MATLAB/Simulink 的 PID 参数整定[J].工业控制计算机,2013(8):75-76.

 聚砜医疗干粉吸入...
聚砜医疗干粉吸入... 塑料包装材料的减...
塑料包装材料的减... 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













